Optimising the Yield of Industrial Processes (VCE SSCE Chemistry): Revision Notes
Optimising the Yield of Industrial Processes
The chemical industry and its challenges
The chemical industry plays a vital role in the global economy. Companies in this sector transform raw materials like crude oil, natural gas, air, water, metals and minerals into thousands of products including dyes, ammonia, chlorine, caustic soda, acids and organic chemicals.
Chemical manufacturing is constantly evolving. Companies cannot simply establish a plant and run it unchanged year after year. To remain profitable and minimise environmental impact, they must conduct ongoing research and adapt to changing market and social conditions.
Real-World Application: Ethanol Production in Australia
Consider ethanol production as an example. Large quantities are manufactured annually for use as fuel. The industry must balance multiple competing factors:
- Current crude oil prices, which determine whether ethanol can compete with petrol
- Whether converting sugarcane waste to fertiliser is more profitable than converting it to ethanol
- The viability of using enzymes to process forest waste as a raw material instead of more valuable sugarcane
- Preventing waste from contaminating local waterways
- Reducing overall energy consumption to minimise costs
All chemical industries face similar challenges, requiring continuous research into process efficiency and waste management.
Industrial chemists must carefully balance multiple factors when optimising chemical processes, including equilibrium yield, reaction rate, costs and safety.
Conflicts in chemical manufacturing
For a chemical process to be economically viable, it must operate efficiently. Simultaneously, companies must operate responsibly to minimise hazards to workers and environmental damage. Sometimes these two objectives conflict.
The Central Conflict in Process Optimisation
A fundamental conflict arises when trying to increase both the reaction rate and the proportion of reactants converted into products. The production of ammonia provides an excellent example of this conflict.
The Haber process for ammonia production
Ammonia () ranks among the most commonly produced industrial chemicals worldwide. The agricultural sector uses most ammonia as fertiliser, though it also serves in manufacturing plastics, explosives, textiles, pesticides, dyes and other chemicals.
Large industrial plants produce ammonia, such as Orica's Kooragang Island facility in New South Wales, which produces 360 kilotonnes annually.

High equilibrium yield increases productivity whilst reducing waste and energy consumption. High reaction rate ensures efficient product generation, making the plant economically viable.
Fritz Haber and ammonia synthesis
Historical Context: Fritz Haber and the Nobel Prize Controversy
Fritz Haber (1868-1934), a German chemist, invented the process for producing ammonia that bears his name. The Haber process made high-nitrogen fertiliser production feasible, allowing improved crop yields. Access to affordable fertilisers has reduced starvation and saved lives worldwide. This achievement led to Haber receiving the Nobel Prize in Chemistry in 1918, following World War I.
However, the award proved controversial. Haber's involvement in producing and deploying chemical weapons for the German army during World War I led many scientists to consider him guilty of war crimes.
The Haber process equation
Ammonia is manufactured from nitrogen gas (obtained from air) and hydrogen gas. The reaction is reversible and exothermic:
Rate considerations
According to collision theory, reaction rate increases by:
- Increasing the frequency of collisions between reactant particles
- Increasing the proportion of collisions with energies equal to or greater than the activation energy
Therefore, higher reaction rates can be achieved when:
- Temperature is higher
- A catalyst is present
- Partial pressures of gaseous reactants are higher (higher overall pressure)
Equilibrium considerations
Changing the reactor temperature alters the equilibrium constant. Since the Haber process is exothermic, lowering the temperature increases the equilibrium constant value and increases ammonia yield by favouring the forward reaction.
The Temperature Dilemma for Exothermic Reactions
This creates a common problem for exothermic, reversible reactions when choosing reaction temperature:
- High temperature increases reaction rate but produces low equilibrium yield
- Low temperature produces high equilibrium yield but the rate is too low
This fundamental conflict requires careful compromise in industrial processes.
Selecting appropriate pressure for gas-phase processes can also be difficult. High pressures that favour rapid reaction sometimes give low equilibrium yields, depending on reaction stoichiometry.
Conditions favouring high rates versus high yields
| For high reaction rates | For high equilibrium yields |
|---|---|
| High concentrations/pressures | Pressures depend on the relative numbers of reactant and product particles |
| High temperatures | Low temperatures for exothermic reactions; high temperatures for endothermic reactions |
| High surface area of solids | Addition of excess reactant |
| Use of a catalyst | Removal of product as it forms |
Balancing conflicting factors
Chemists balance these conflicting factors through compromise conditions, catalysts and manipulation of other variables.
Applying Le Chatelier's Principle: Pressure Effects in Ammonia Production
For ammonia, equilibrium yield can be increased by raising reactor pressure. According to Le Chatelier's principle, increasing pressure causes the system to partially oppose this change by shifting towards the side with fewer gaseous particles.
The Haber process equation shows:
- Reactants side: 4 gaseous particles ()
- Products side: 2 gaseous particles ()
Therefore, increasing pressure causes a shift to the right, increasing ammonia present at equilibrium.
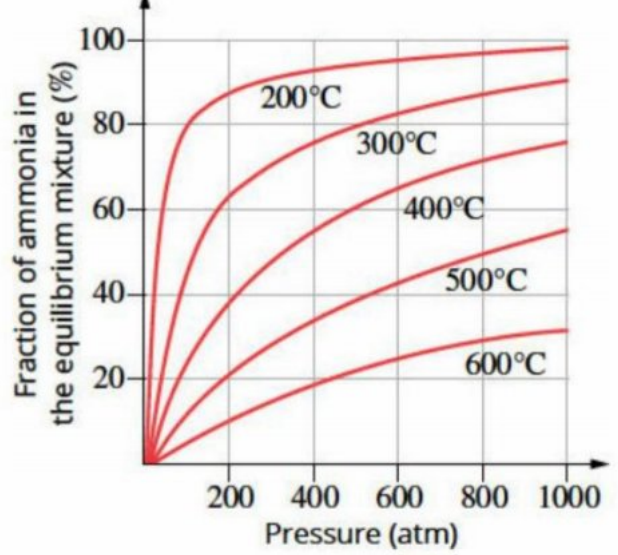
The graph shows theoretical effects of changing temperature and pressure on equilibrium yield in the Haber process. As pressure increases, the proportion of ammonia at equilibrium increases. As temperature decreases, the proportion of ammonia at equilibrium increases. Therefore, high yield is obtained at relatively low temperature and high pressure.
Effect of conditions on the Haber process
| Condition | Effect on equilibrium yield | Effect on reaction rate |
|---|---|---|
| Catalyst | No effect | Increases |
| Increasing temperature | Decreases | Increases |
| Increasing pressure | Increases | Increases |
Increasing system pressure on an industrial scale is costly and potentially hazardous. However, in ammonia production, high pressure favours both high yield and high reaction rate. The economic benefits from increased rate and yield outweigh the cost and safety issues.
Actual industrial conditions for ammonia production
The conditions used to overcome the conflict between rate and yield are:
- High pressures: 100-250 atm (over kPa)
- Moderate temperatures: 400-450°C
- Catalyst: Porous iron/iron oxide ()
Green Chemistry in Practice
These conditions exemplify green chemistry principles. Optimum conditions minimise both energy consumption and raw material wastage. An efficient catalyst enables lower reaction temperature, further saving energy. Plant engineers also ensure gaseous emissions are cleaned and water returned to local systems is treated to remove contaminants.
Through careful control of reaction conditions, chemists can maximise equilibrium yield and reaction rate for desired products whilst minimising environmental impact.
Improving the catalyst for ammonia synthesis
The catalyst's effectiveness is critical to Haber process efficiency. Fritz Haber and Carl Bosch tested nearly 2000 different materials as catalysts when developing ammonia synthesis.
By good fortune, the Swedish iron ore they tested contained traces of group 1 metal compounds acting as promoters, which increase catalyst efficiency. A promoter creates many small pores in the catalyst, exposing iron crystals and providing greater surface area and more reaction sites. The catalyst widely used today remains similar: iron oxide with a potassium hydroxide promoter.
Alternative catalysts
Modern Catalyst Development: Ruthenium-Based Systems
An alternative catalyst is ruthenium metal supported on high-surface-area carbon. This material attracted considerable industrial interest in the 1990s. Although much more expensive, it is 45 times more active per square metre of surface, allowing lower operating temperature (approximately 400°C) and pressure (40 atm). It has been installed in numerous ammonia plants.
Ongoing research
The Haber process has been used for over 100 years, but catalyst research continues. This highlights the complexity of catalyst mechanisms. Various metal and ionic compound combinations work better than pure metals, some catalysts are efficient only over narrow condition ranges, and catalyst pellet shape also affects performance. Overall Haber process efficiency has not changed much recently, but production occurs at lower, more manageable temperatures and pressures.
The nitrogenase dream
Many chemists dream of devising a catalyst with the efficiency of nitrogenase, the enzyme found in nitrogen-fixing bacteria in legumes such as broad beans.
The Ultimate Goal: Biological Catalysis
Nitrogenase enzymes convert atmospheric nitrogen to ammonia without requiring the high pressures and temperatures of industrial processes. Harnessing this process would allow efficient ammonia production at ambient temperatures and atmospheric pressure.
Nitrogenase contains clusters of iron, molybdenum and sulphur. Catalysis for ammonia production remains an active research field; recent research includes photocatalysts developed from osmium-gold nanoparticles.
Remember!
Key Points to Remember:
-
The chemical industry must balance profit, efficiency and environmental responsibility through ongoing research and adaptation.
-
For exothermic reversible reactions like the Haber process, high temperature increases rate but decreases yield, whilst low temperature increases yield but decreases rate.
-
The Haber process uses compromise conditions: high pressure (100-250 atm), moderate temperature (400-450°C) and an iron oxide catalyst to balance rate and yield.
-
Le Chatelier's principle explains why increasing pressure in the Haber process increases ammonia yield: the system shifts towards the side with fewer gas molecules (products).
-
Green chemistry principles guide industrial optimisation: maximising efficiency whilst minimising energy consumption, waste and environmental impact.