Benchwork Tools (Junior Cert Engineering): Revision Notes
Benchwork Tools
Benchwork tools are essential hand tools used in engineering workshops for holding, cutting, shaping, and finishing materials. These tools form the foundation of manual metalworking and fabrication processes. Proper tool organisation and maintenance are crucial for efficient and safe workshop practice.

Workshop organisation
A well-organised workshop is essential for productive benchwork. Tools should be arranged in a logical order on the workbench, making them easily accessible during operations. Each tool must be returned to its designated place after use to maintain workshop efficiency and safety. This systematic approach helps prevent tool damage and reduces time wasted searching for equipment.
Workshop Efficiency Tip
Keeping your bench clean and tidy is not just about appearance - it directly impacts work quality and safety. A cluttered workspace increases the risk of accidents and can lead to damaged tools or workpieces. Consider implementing a shadow board system where tool outlines are drawn on the wall or bench surface, making it immediately obvious when a tool is missing.
Vices and clamps
Vices and clamps are holding devices that secure workpieces during various operations. They provide the stable platform necessary for accurate cutting, filing, drilling, and assembly work. Without proper workholding, achieving precision and maintaining safety becomes extremely difficult.
Bench vice
The bench vice is the most important holding tool in any workshop. It should be mounted securely over a bench leg to provide maximum stability, with the fixed jaw extending slightly beyond the bench edge. This positioning allows long pieces of material to hang down without interference.
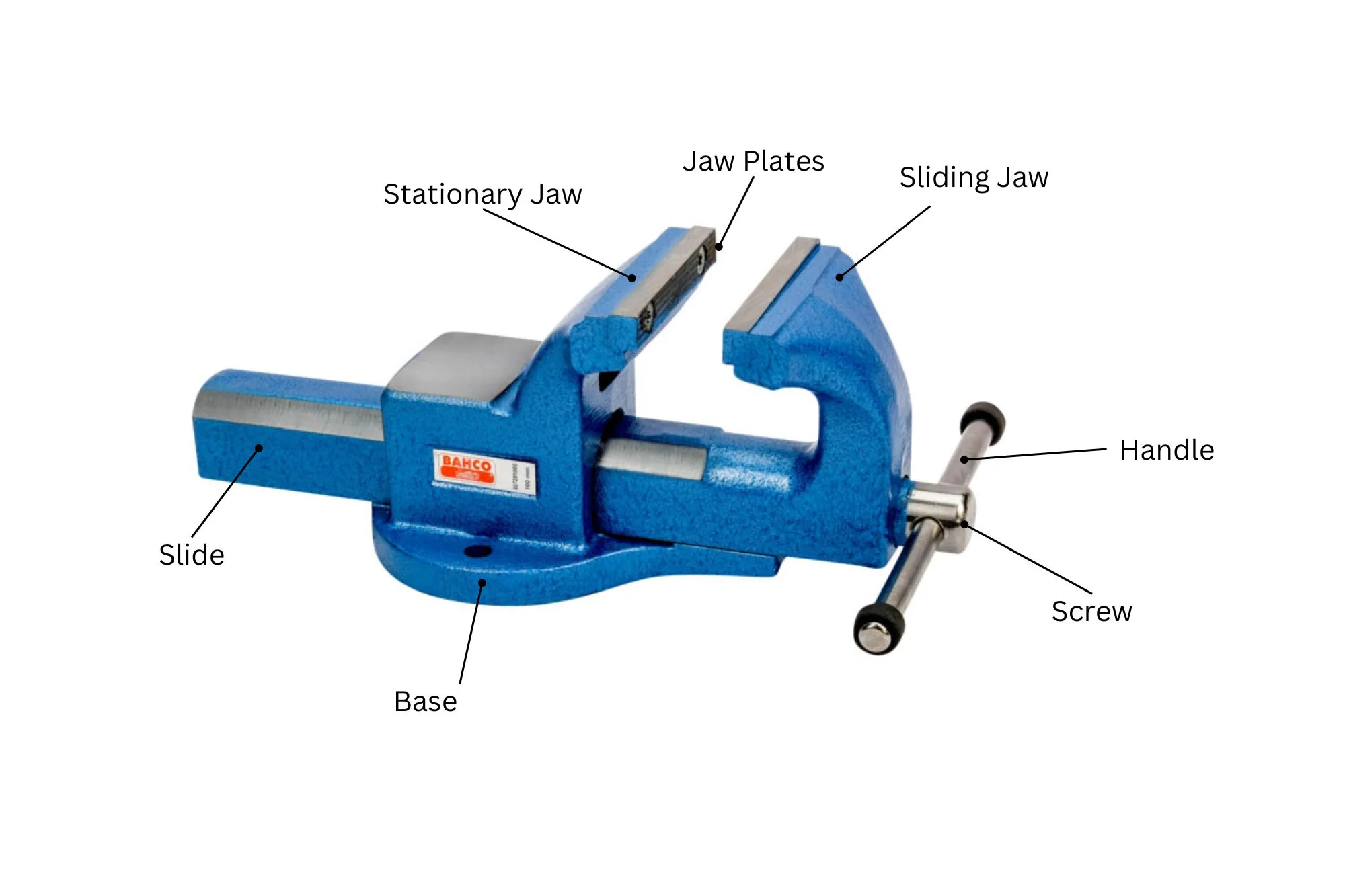
The main components of a bench vice include:
- Fixed jaw: The stationary part that provides one gripping surface
- Sliding jaw: The moveable part operated by the handle
- Jaw faces: Serrated steel surfaces that grip the workpiece
- Body: The main casting, usually made from cast iron for strength
- Handle: Used to operate the screw mechanism
- Lubricating hole: For maintaining smooth operation
Jaw Face Considerations
The jaw faces deserve special attention as they're made from hardened steel and feature serrated surfaces. These serrations provide excellent grip on workpieces but can mark soft materials. When working with finished surfaces or soft metals like aluminium, always use protective jaw covers made from lead, copper, or fibre to prevent damage.
The size of a vice is determined by the length of its jaws, typically ranging from 100mm to 200mm for workshop use.
Common vice clamps
Different types of smaller clamps serve specialised holding purposes where a bench vice would be inappropriate. Each type has been designed for specific applications and offers unique advantages.

Hand vice serves as a portable holding device for small components during operations like drilling and riveting. The spring-loaded mechanism allows quick adjustment, whilst the wing nut provides final tightening. It's particularly useful when working with sheet metal that cannot be held satisfactorily in a drilling machine vice.
Pin vice features hollow handles that accommodate rods and light materials of various lengths. This design makes it ideal for holding thin materials that might be crushed in a standard vice. The hollow construction allows long pieces to pass through the tool.
Toolmaker's clamp provides precision holding for marking and drilling operations. Its parallel jaws maintain consistent pressure across the workpiece surface, making it excellent for template work. The case-hardened mild steel construction ensures durability whilst preventing damage to workpieces.
Files
Files are cutting tools that remove material through abrasive action. Understanding their construction, types, and proper use is essential for achieving quality surface finishes and accurate dimensions. Files represent one of the oldest metalworking tools, yet they remain indispensable in modern workshops.
File construction and anatomy
Files are manufactured from high carbon steel, with the blade hardened and tempered for cutting whilst the tang remains soft for handle attachment. This differential heat treatment ensures the cutting teeth remain sharp whilst preventing the tang from becoming brittle.

The main parts of a file include:
- Point: The tapered end used for detailed work
- Face: The main working surface containing the cutting teeth
- Edge: The sides of the file, may also contain cutting teeth
- Length: Measured from shoulder to point
- Shoulder: The junction between blade and tang
- Tang: The tapered portion that fits into the handle
- Handle: Usually wooden, provides grip and control
Files are classified according to three main criteria: length (measured from shoulder to point), cross-sectional shape, and grade of cut. The grade indicates the coarseness of the cutting teeth, ranging from rough (coarsest) through bastard, second cut, smooth, to dead smooth (finest).
Common file shapes
Different file shapes serve specific purposes in metalworking applications. Each shape is designed to work efficiently on particular profiles and surfaces, making file selection crucial for successful operations.
Hand file features a rectangular cross-section with one safe edge (no teeth) to prevent cutting into adjacent surfaces. It tapers in thickness over the final third of its length, making it versatile for general work.
Flat file also has a rectangular cross-section but tapers in width at the end. Both edges contain cutting teeth, and both faces are double-cut for efficient material removal.
Half-round file combines a flat face with a curved face, despite its name suggesting a semicircular cross-section. It tapers towards the point and excels at filing concave curves and internal radii.
Round (rat-tail) file provides a circular cross-section perfect for enlarging holes and filing small internal curves. Its tapered design allows work in confined spaces.
Square file features a square cross-section and tapers over its final third. It's specifically designed for enlarging square or rectangular holes and filing internal corners.
Three square (triangular) file has a triangular cross-section ideal for filing angles between 60° and 90°. It's particularly useful for sharpening saw teeth and filing acute angles.
Needle files are small, precise tools approximately 140mm long with various cross-sectional shapes. Their rounded ends accommodate handles, making them perfect for fine detail work on small components.
Filing processes
Effective filing requires proper technique and understanding of different filing methods for various applications. The quality of your filed surface depends heavily on correct body position, file handling, and pressure application.
Cross-filing represents the most common filing method, involving moving the file across the workpiece to remove material and achieve the desired outline. Key points for successful cross-filing include:
- Secure the work firmly in the vice
- When filing straight lines, maintain the line parallel to the vice top
- Stand slightly back from the bench with feet apart for stability
- Apply downward pressure on the forwards stroke only
- Move the file sideways slightly as you work across
- Maintain steady rhythm with strokes as long as the file permits
- Keep the file horizontal throughout each stroke
- Spread hands apart to help maintain horizontal position
Draw-filing produces fine surface finishes by moving a smooth file forwards and backwards along the work length. This technique removes file marks left by cross-filing and creates an excellent surface texture.
Filing curved profiles requires specific techniques depending on whether you're creating convex or concave shapes. For convex profiles, move the file around the curve as you advance it forwards. For concave profiles, use a half-round file and follow the curve's contour whilst advancing the file.


File care and maintenance
Proper file care extends tool life and maintains cutting efficiency. Files are precision tools that require careful handling to preserve their effectiveness.
Critical File Safety and Care
Handle requirement: Never use a file without a properly fitted handle - this is dangerous and damages the tang. A loose file can cause serious injury if it slips during use.
Pinning problem: File teeth become clogged (pinned) during use, especially with soft metals. This reduces cutting efficiency dramatically. Use a file card to clean along the tooth lines, working with the angle of the teeth, not against them.
Additional care principles include:
- Storage: Store files in racks to prevent tooth damage from contact with other tools
- Protection: Avoid dropping files or allowing them to strike each other, as the hardened steel is brittle
Saws
Saws are cutting tools that remove material through the action of multiple small cutting teeth. Understanding saw types, blade selection, and proper technique ensures efficient and accurate cutting operations. Unlike single-point cutting tools, saws distribute the cutting load across many teeth.
The hacksaw
The hacksaw is the most common metalworking saw, designed for cutting various materials with replaceable blades. Its versatility and precision make it indispensable for workshop operations.

Key components include:
- Frame: Holds the blade under tension, may be adjustable or fixed
- Blade: Replaceable cutting element with hardened teeth
- Handle: Provides grip and control
- Wing nut: Adjusts blade tension
- Direction indicator: Shows correct tooth orientation
The Three Teeth Rule
The fundamental rule for blade selection is maintaining at least three teeth in contact with the workpiece. This crucial principle prevents tooth breakage and ensures smooth cutting action. Using too coarse a blade causes tooth breakage, whilst too fine a blade clogs with material and cuts slowly.
Blade selection is critical for successful cutting. When purchasing blades, specify the length, material compatibility, teeth per 25mm, and whether you need all-hard or flexible blades. Standard lengths are 250mm and 300mm.
Blade Selection Guidelines
Bi-metal blades offer excellent flexibility and durability, featuring a hardened high-speed steel cutting edge with a flexible backing. This construction prevents blade breakage while maintaining sharp cutting teeth.
For material thickness:
- Thin sheet metal: 32 teeth per 25mm
- Medium thickness: 24 teeth per 25mm
- Thick sections: 18 teeth per 25mm
Hacksaw technique involves several important considerations:
- Cut vertically when possible for better control
- Position work close to vice jaws for stability
- Use the full blade length for even wear
- Maintain slow, steady strokes
- Never start a new blade in an existing cut
- If a blade breaks, start fresh from the opposite side or begin a new cut
Other common saws
Specialised saws serve specific purposes where standard hacksaws prove inadequate. Each has been developed for particular applications and offers unique advantages.
Pad handle saw works where hacksaw frames cannot access the cutting area. It accepts pad saw blades or broken hacksaw blades, making it economical and versatile.
Junior hacksaw features a spring-tensioned blade ideal for light work and detail cutting. The compact frame allows access to confined spaces.
Piercing saw uses an extremely thin blade for cutting fine curves in sheet materials. The deep frame accommodates large sheets, whilst the fine blade produces minimal waste.
Tension file (Abrafile) combines filing and sawing actions. It can be held in tension by a special frame or fitted into a hacksaw frame, making it excellent for cutting curves and slots in sheet materials.
Hammers
Hammers are striking tools used for forming, assembly, and material manipulation. Different head shapes and materials serve specific applications in engineering work. The choice of hammer type can significantly affect both work quality and safety.
Engineer's hammers
These are the standard hammers for metalworking applications, available in different configurations for various tasks.
Ball pein hammer features a flat striking face and a rounded ball end. The ball pein is primarily used for riveting operations, where the rounded surface shapes rivet heads. These hammers are made from high carbon steel with hardened and tempered striking surfaces, whilst the eye area remains unhardened to prevent cracking. Handles are typically ash or hickory for shock absorption.
Cross pein hammer substitutes a wedge-shaped cross pein for the ball end. This configuration excels in narrow spaces where the flat face cannot access the work area. The cross pein can also be used for initial forming operations.

Hammer Selection and Technique
Hammer weight refers to the head weight only, with 0.5kg being suitable for general workshop tasks. Proper hammer technique involves holding the handle at its end rather than near the head for maximum control and power transfer.
Always avoid contact between the work and the flat face edge to prevent unsightly marks on your workpiece.
Soft hammers
These specialised hammers prevent surface damage when assembling components or working with finished surfaces.
Soft hammers feature heads made from non-marring materials such as copper, lead, rawhide, plastic, or rubber. The copper and rawhide combination shown provides different striking characteristics - copper for heavier blows and rawhide for lighter, non-marking impacts.
Other benchwork tools
Several additional tools complement the basic benchwork toolkit, each serving specific functions in metalworking operations. These specialised tools often make the difference between professional results and amateur work.
Cold chisel
Cold chisels cut cold metals (hence the name) and are manufactured from high carbon steel with hardened cutting edges. Proper chisel technique involves maintaining correct angles - the cutting angle and clearance angle work together to produce efficient cutting action.

Chisel Safety Warning
The head tends to mushroom from repeated hammer blows and requires periodic grinding to maintain safe condition. Mushroomed heads are dangerous because they can cause metal fragments to fly off when struck, potentially causing serious injury. Always wear safety glasses when using chisels and inspect the head condition regularly.
When cutting in a vice, use an appropriate rake angle, whilst bench block cutting requires different angular relationships.
Pin punch
Pin punches drive pins into or out of holes and can remove rivets after head removal. They're available in various sizes to match different pin diameters.
The parallel pin punch shown features a textured grip handle for positive control during use. When driving pins, always support the work properly and ensure the punch diameter matches the pin size.
Bench block
This cast iron or mild steel block supports work during cutting, punching, and straightening operations. When used for chisel cutting, it becomes marked and should be dedicated to this purpose rather than used for precision work requiring a smooth surface.
Key Points to Remember
- Tool organisation: Always return tools to their proper places to maintain workshop efficiency and prevent damage
- Vice positioning: Mount bench vices over a leg with the fixed jaw projecting beyond the bench edge for maximum stability
- File safety: Never use files without handles - it's dangerous and damages the tool. Clean pinned files with a file card
- Blade selection: Ensure at least three hacksaw teeth contact the work to prevent tooth breakage
- Hammer maintenance: Regularly check chisel and punch heads for mushrooming and grind when necessary
- Safety first: Use appropriate personal protective equipment and maintain tools in good condition to prevent accidents