Screwing, Bolts, Nuts & Locking (Junior Cert Engineering): Revision Notes
Screwing, Bolts, Nuts & Locking
Understanding screw threads
Before learning about joining methods, it's essential to understand how screw threads work. Threads are helical ridges that allow rotational motion to be converted into linear motion, creating strong mechanical connections.
Thread terminology
Understanding thread terminology helps you communicate accurately about threaded fasteners and processes. The key parts of a thread include several important features.
Thread terminology is fundamental to all threading operations. Mastering these terms will help you understand specifications, troubleshoot problems, and communicate effectively with other engineers and technicians.
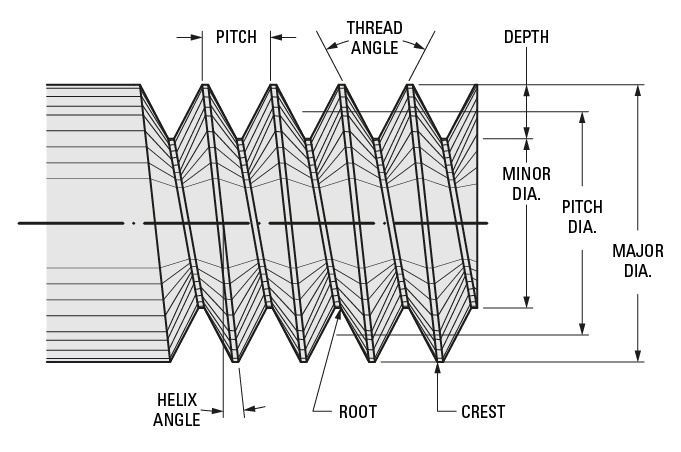
Key thread terms:
- Crest - the top surface of the thread ridge
- Root - the bottom surface between thread ridges
- Flank - the sloped sides connecting crest to root
- Thread angle - the angle between the flanks
- Pitch - the distance between corresponding points on adjacent threads
- Major diameter - the largest diameter of the threaded section
- Minor diameter - the smallest diameter of the threaded section
- Thread depth - the distance from crest to root
Types of screw threads
Different thread profiles serve specific purposes in engineering applications. Each type has unique characteristics that make it suitable for particular tasks.
ISO Metric threads are the international standard thread system used in the UK and most countries worldwide. These have replaced older British Standard threads for most applications. The 60-degree thread angle provides good strength and sealing properties.
Buttress threads have an asymmetrical profile designed to handle thrust in one direction only. You'll find these on quick-release vices where the force is primarily in one direction.
Square threads can handle thrust forces in both directions effectively. They're commonly used on screw jacks, vices, clamps and valve spindles where bidirectional force application is needed.
ACME threads feature sloped flanks that allow easy engagement with half nuts. This makes them ideal for leadscrew applications on lathes where the nut needs to engage and disengage smoothly.

Coarse vs fine threads - Key differences:
- Coarse threads are stronger overall
- Fine threads have smaller core diameters, making them weaker
- Coarse threads are more likely to work loose from vibration
- Fine threads provide greater axial movement per revolution
Creating external threads - screwing
Screwing involves cutting external threads on rods and pipes using dies held in stocks. This process requires proper setup and technique for successful results.
Threading tools
The main tools for creating external threads are dies and stocks. Dies are the cutting tools, while stocks hold and rotate the dies.

Circular split dies are the most common type used in school workshops. The split allows slight adjustment of the die opening. Dies are made from high carbon steel or high-speed steel for durability and sharpness.
Die stocks hold the dies and provide the leverage needed to rotate them. They feature adjusting screws to open or close split dies slightly, and a shoulder to ensure proper seating.
Hexagonal dies can be turned using spanners and are useful for certain applications where a stock cannot be used.
Screwing process
Successful external threading requires following a systematic process to achieve clean, accurate threads.
Step-by-step Screwing Process:
Step 1: Chamfer the material end to help start the die
Step 2: For circular split dies, open them fully initially to take a light first cut
Step 3: Position the die on the rod end with the chamfered side down, then rotate while applying downward pressure until cutting begins
Step 4: Check for squareness and correct if necessary
Step 5: Continue rotating while reversing after each full revolution to break off chips
Step 6: Apply cutting fluid throughout the process
Step 7: When you reach the required thread length, remove the die by rotating in the opposite direction
Die nuts are used specifically for cleaning damaged or rusty threads rather than cutting new ones. They're rotated using a spanner and help restore thread profiles.
Common screwing problems
Like tapping, external threading has its own set of potential issues that you can learn to avoid.
Common Screwing Faults and Their Causes:
Broken die teeth: Often caused by oversized material, jerky motion, not starting with the chamfered side, the die not being square with the bar, or not reversing regularly.
Stripped threads: Results from cutting too heavily, deepening the cut after starting, lack of cutting fluid, not reversing the die, or clogged flutes.
"Drunken" threads: Crooked threads caused by not starting the die square with the material.
Difficulty starting: Usually due to uneven chamfer or broken teeth on the starting side of the die.
Rough threads: Caused by lack of cutting fluid, cutting too heavily, or clogged flutes.
Types of screws
Different screw types serve specific purposes in joining and assembly operations. Understanding when to use each type helps you select the right fastener for your application.

Set screws
Set screws are threaded along their entire length and come with various head shapes. The head type determines the tool needed for installation and the final appearance.
Hexagonal heads require Allen keys and provide strong driving capability. Round heads need screwdrivers and give a neat appearance. Pan heads are similar to round but with straight sides. Cheese heads have cylindrical sides with flat tops. Countersunk heads sit flush with the surface when installed in countersunk holes. Raised heads combine countersunk bases with slightly raised centres.
Grub screws
Grub screws prevent relative movement between parts, such as securing a collar to a shaft. They can be screwed below the surface level, making them safe for use on revolving shafts where protruding screws would be dangerous.
Thumb screws
These screws are designed for hand operation without tools. They feature large knurled or wing-style heads that provide good grip. Thumb screws are often used for locking tools like wing compasses at particular settings where frequent adjustment is needed.
Self-tapping screws
Self-tapping screws create their own threads as they're driven into sheet metal. They're available in various types for different material thicknesses and applications. These screws eliminate the need for pre-tapping holes in thin materials.
Bolts and nuts
Bolts and nuts provide strong, removable connections between parts. Understanding the difference between bolts and studs helps you choose the right fastening method.

Bolts vs studs
Key Differences Between Bolts and Studs:
Bolts have heads and are typically threaded for only part of their length. The bolt passes through clearance holes in both parts and is secured with a washer and nut. The length is measured from under the head to the end.
Studs are threaded rods without heads, threaded at both ends or along their entire length. One end screws into a tapped hole in the lower part, while the upper part has a clearance hole and is secured with a washer and nut.
Bolts are specified by diameter, thread type, length, material, finish and head shape. For example: M10 x 50mm long, mild steel, sherardised, hexagonal head.
Types of nuts
Different nut designs provide various benefits depending on the application requirements.
Plain nuts are the standard hexagonal or square nuts used for most general applications. They provide reliable fastening when loosening isn't a concern.
Nylon insert lock nuts have a nylon collar that grips the bolt thread, preventing loosening from vibration. The nylon eventually wears out and needs replacement.
Wing nuts can be tightened and loosened by hand without tools. They're quick and convenient but only suitable where high tightness isn't required, such as tensioning hacksaw blades.

Castle nuts work with split pins to prevent loosening. They have slots that align with holes drilled through the bolt.
Slotted nuts also use split pins for locking and are similar to castle nuts but with different slot arrangements.
Locking mechanisms
Preventing threaded fasteners from working loose is crucial for safety and reliability. Various locking methods are available for different situations.
Washers
Plain washers distribute load and prevent damage to component surfaces when tightening nuts, bolts or screws. They're not primarily locking devices but do provide some resistance to loosening.
Spring washers are split rings that maintain pressure and provide locking action. Toothed washers have teeth that bite into surfaces for positive locking. Tab washers can be bent up against bolt heads or nuts to prevent rotation.
Split pins
Split pins (also called cotter pins) work with castle and slotted nuts to prevent loosening. They pass through holes drilled through the bolt and are spread apart to secure them. Split pins are also used with washers to retain parts on spindles where axial loads are low.

Locking plates
Locking plates fit over nuts or screw heads and are secured to the component with small screws. They provide positive locking for critical applications.
Key Points to Remember:
- Thread sequence matters - use taper, second, then plug taps for internal threads, and follow proper die procedures for external threads
- Cutting fluid is essential - always use appropriate cutting fluid when tapping or screwing to prevent tool damage and ensure smooth operation
- Reverse regularly - back off taps and dies every half turn to break chips and prevent binding or breakage
- Choose the right locking method - select appropriate nuts, washers, or pins based on the application requirements and loosening risks