Soldering & Brazing (Junior Cert Engineering): Revision Notes
Soldering & Brazing
Soldering and brazing are essential manufacturing processes used to create permanent joints between metal pieces. These techniques use heat and additional materials to bond components together, making them crucial skills in engineering and metalworking applications.

Soft soldering
Soft soldering creates permanent joints in metals using relatively low temperatures and forces. This process works particularly well when you need to join thin metals where high strength isn't the primary requirement.
What is soft solder? Soft solder is an alloy made from lead and tin in various proportions. Different ratios of these metals create solders with different melting points, but they typically begin to melt at . This relatively low temperature makes soft soldering accessible and safe for many workshop applications.
Understanding flux types
Flux plays a critical role in successful soldering by dealing with oxidation issues. There are two main types:
- Passive flux - Prevents oxidation during the soldering process but doesn't clean existing oxides
- Active flux - Actually removes oxides from surfaces and prevents further oxidation
The surfaces being joined must be completely free of oxides to allow the solder to properly alloy with the base materials. This creates the strong bond that holds the joint together.
Resin-cored solder For electrical and electronic work, resin-cored solder contains flux running along its length. This eliminates the need for separate flux application and is particularly useful when you cannot wash the joint afterwards, as resin-based fluxes are non-corrosive.
Soldering equipment

Soldering irons Soldering irons are the primary tools for applying heat and solder. The bit (tip) is made of copper because copper conducts heat efficiently and has an affinity for solder, making it easy to "tin" or coat with solder.
The handle uses wood or another heat-insulating material to protect your hands. Different iron types include:
- Straight bit - Used for general soldering work
- Hatchet bit - Designed for corners and hard-to-reach areas
- Electric soldering irons - Provide consistent temperature and are ideal for electrical work
Preparing soldering irons
New irons and those with burnt-off solder coating must be tinned before use. Heat the iron until a green flame appears around it, then quickly dip it in flux and rub it with solder until the tip is completely coated. Always use an old file for this process, as solder will clog a good file.
Heating appliances Various heating methods can be used depending on your needs:
- Gas torches provide portable, adjustable heat and work well when you need to direct flame towards the centre of the work rather than just the tip.
- Soldering stoves can heat multiple irons simultaneously and provide consistent temperature control for larger projects.
Surface preparation Regardless of flux type, surfaces must be mechanically cleaned before soldering. Non-ferrous metals can be cleaned with emery cloth or wire wool, while black mild steel requires filing to remove surface scale.
Soldering procedures
The key to successful soldering lies in following systematic procedures that ensure proper heat distribution and joint formation.
Worked Example: Butt joint soldering
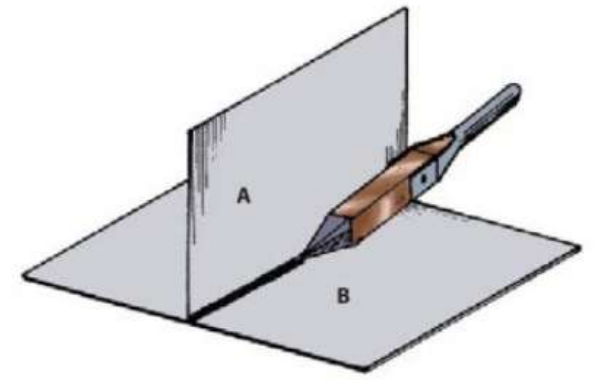
To create a strong butt joint:
- Ensure parts fit closely together for proper capillary action
- Mark positioning of components
- Clean all surfaces to be joined
- Apply flux to cleaned areas
- Heat the soldering iron until a green flame appears, then dip in flux and apply solder to the tip
- Position and hold the parts securely
- Draw the heated iron slowly along the joint, allowing time for parts to reach solder melting temperature
- Molten solder will be drawn between parts by capillary action
- Wash thoroughly if active flux was used
Worked Example: Lap joint soldering
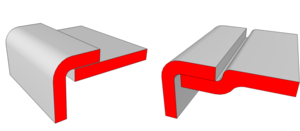
For lap joints, follow these steps:
- Ensure both parts fit closely together
- Mark component positions clearly
- Clean all facing surfaces thoroughly
- Apply flux only to areas that will be tinned
- Tin the surfaces by applying a thin coating of solder
- Reflux the tinned areas
- Position parts and hold with appropriate clamping
- Heat until solder re-melts and unites, maintaining pressure until solidification
- Clean thoroughly if active flux was used
Sweating technique For larger surface areas, sweating provides an effective joining method. The surfaces are first tinned, then the parts are placed together and heated until the solder on both surfaces re-melts and combines.
Key hints for successful soldering:
- Close-fitting parts - Components must fit together precisely
- Clean surfaces - All facing surfaces must be completely clean
- Proper flux application - Coat areas to be soldered with appropriate flux
- Adequate heating - Parts must reach solder melting temperature
- Heat insulation - Place work on insulating material to reduce heat loss
- Proper iron temperature - Reheat if solder isn't melting completely
- Avoid filing - Properly soldered joints shouldn't need finishing
Hard soldering and silver soldering
Silver soldering (sometimes called brazing) creates much stronger joints than soft soldering. Silver solders are alloys of silver, copper and zinc with melting temperatures between and , depending on composition.
These higher temperatures create stronger joints capable of withstanding greater forces and higher temperatures than soft-soldered connections. The process follows similar principles to soft soldering but requires more specialised equipment due to the higher temperatures involved.
Special silver solders are available for precision work requiring hallmarking standards, containing high percentages of silver.
Brazing
Brazing uses brass as the joining metal and requires higher temperatures than silver soldering, making it more challenging but creating extremely strong joints.
Spelter The brass used for brazing is called spelter. A common composition contains copper and zinc, which melts at approximately . Spelter is available in rod, strip, and granular forms to suit different applications.
The brazing hearth

Brazing typically takes place in a specialised brazing hearth equipped with:
- Heat retaining chips at the top
- Refractory bed for supporting work
- Firebrick lining for insulation
- Gas/air blow torch system for heating
Worked Example: Brazing procedure
- Surface preparation - Clean parts as for soldering; ensure close fit for capillary action
- Flux application - Coat surfaces with brazing flux (usually powder mixed with water)
- Assembly - Position parts in the hearth, ensuring they won't move during brazing
- Heat containment - Surround work with heat-resisting chips and firebricks
- Initial heating - Use weak flame initially to avoid blowing away flux
- Progressive heating - When flux begins melting, heat quickly to red heat
- Spelter application - Heat spelter rod end and dip in flux; apply to joint when work is hot enough
- Joint completion - Ensure spelter melts and flows completely between parts
- Cooling - Allow natural cooling to prevent cracking
- Cleanup - Remove flux residues when brazing is complete
For granular spelter, mix with flux and sprinkle directly onto the joint area.
Adhesives
Adhesives provide an alternative joining method that can bond similar and dissimilar materials effectively. Modern adhesives create joints that can be both airtight and watertight while often being quicker and more economical than traditional joining methods.
Advantages of adhesives:
- Can join materials difficult to solder
- Available in multiple forms (liquid, paste, solid, powder)
- Various curing methods (air drying, heat, pressure, chemical hardening)
- Can bond dissimilar materials effectively
Selection considerations: The choice of adhesive depends on:
- Materials being joined
- Environmental conditions the joint will face
- Temperature requirements during use
- Forces the joint must withstand
- Whether the joint needs to be removable
Safety with adhesives
- Always follow manufacturer's instructions carefully
- Ensure surfaces are clean, dry, and grease-free
- Some adhesives bond skin rapidly - seek medical help if contact occurs
- Avoid breathing adhesive vapours
- Work in well-ventilated areas
- Some adhesives cause skin irritation - avoid direct contact
Important note: Thermoplastic adhesives aren't suitable for high-temperature applications. When heat curing is required, ensure all materials can withstand the temperatures involved.
Key Points to Remember:
-
Temperature hierarchy - Soft soldering (+), silver soldering (-), brazing (+) each requiring progressively higher temperatures and producing stronger joints
-
Surface preparation is crucial - All joining methods require completely clean, oxide-free surfaces for proper bonding
-
Flux selection matters - Use passive flux to prevent oxidation or active flux to remove existing oxides, and always clean thoroughly after using active flux
-
Proper fit is essential - Components must fit closely together to allow capillary action to draw joining material between surfaces
-
Safety considerations - Higher temperature processes require appropriate equipment and ventilation, while adhesives need careful handling to avoid skin contact and vapour inhalation