Centreless Grinding (Leaving Cert Engineering): Revision Notes
Centreless Grinding
Centreless grinding is a precision machining process that produces high-quality surface finishes on cylindrical components without requiring the workpiece to be held between centres or in a chuck.
How centreless grinding works
The centreless grinding process uses three main components working together to machine cylindrical bars and tubes. This unique setup eliminates the need for traditional workholding methods while maintaining exceptional precision and surface quality.
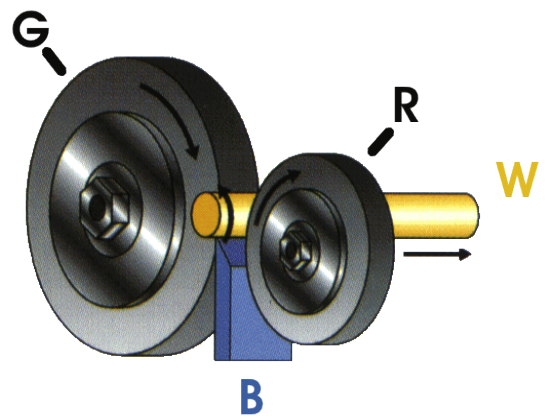
The setup consists of:
- Grinding wheel (G) - The main cutting wheel that removes material from the workpiece
- Regulating wheel (R) - A control wheel that rotates at low RPM to maintain workpiece rotation and control the feed rate
- Work rest (B) - A vertical support that holds the workpiece in position between the two wheels
- Workpiece (W) - The cylindrical component being machined
The key principle of centreless grinding is that the workpiece is supported by the work rest and controlled by the regulating wheel, while the grinding wheel performs the actual material removal. This creates a stable, self-centering system that doesn't require traditional clamping or centre points.
During operation, the workpiece sits on the work rest between the grinding wheel and regulating wheel. The grinding wheel rotates at high speed to remove material and create the finished surface. The regulating wheel rotates much slower and controls how the workpiece moves through the grinding zone.
Applications and benefits
Centreless grinding is particularly useful for achieving precision on various cylindrical components. The process offers significant advantages in both quality and productivity compared to traditional grinding methods.
- Cylindrical bars and tubes - Achieving precise diameters and smooth surface finishes
- Tapered components - Such as morse tapers commonly found on larger drill bits
- High-volume production - The process allows continuous feeding of workpieces
- Components requiring no centre marks - Since no centres are used, the ends remain unmarked
The main advantage is that it produces high-quality finishes while maintaining excellent dimensional accuracy on round components. This makes it ideal for applications where surface integrity and precise tolerances are critical.
Work holding considerations
Since centreless grinding doesn't use traditional clamping methods, magnetic chucks may be used for certain setup requirements or when additional workpiece support is needed during the grinding process.
Maintaining grinding wheel performance
Effective centreless grinding requires properly maintained grinding wheels. Regular maintenance is crucial for achieving consistent results and extending wheel life.
Proper wheel maintenance is essential for quality results. Neglecting wheel care will result in poor surface finishes, dimensional inaccuracies, and potential safety hazards.
- Wheel dressing removes worn abrasive particles and exposes fresh cutting edges
- Wheel balancing eliminates vibrations that would affect surface finish quality
- Regular maintenance prevents glazing (when wheels become clogged with debris) and loading (when metal particles stick to the wheel surface)
Key Points to Remember:
- Centreless grinding produces high-quality finishes on cylindrical components without centre points
- Three key components work together: grinding wheel, regulating wheel, and work rest
- The regulating wheel controls workpiece rotation and feed rate at low RPM
- Applications include cylindrical bars, tubes, and tapered components like morse tapers
- Proper wheel maintenance through dressing and balancing is essential for quality results