Grinding Wheel Classification (Leaving Cert Engineering): Revision Notes
Grinding Wheel Classification
Understanding how grinding wheels are classified is essential for selecting the right wheel for your machining task. This system helps engineers and machinists choose wheels that will deliver the best performance for their specific applications.
Proper grinding wheel selection is critical for achieving optimal results, maintaining safety, and extending tool life. Using the wrong wheel can lead to poor surface finish, excessive wear, or even dangerous wheel failure.
What are grinding wheels made of?
Grinding wheels are constructed using two main components: a ceramic abrasive (similar to the material found in emery paper) and a bonding agent (which acts like glue to hold everything together). These components work together to create an effective cutting tool that can remove material with precision.
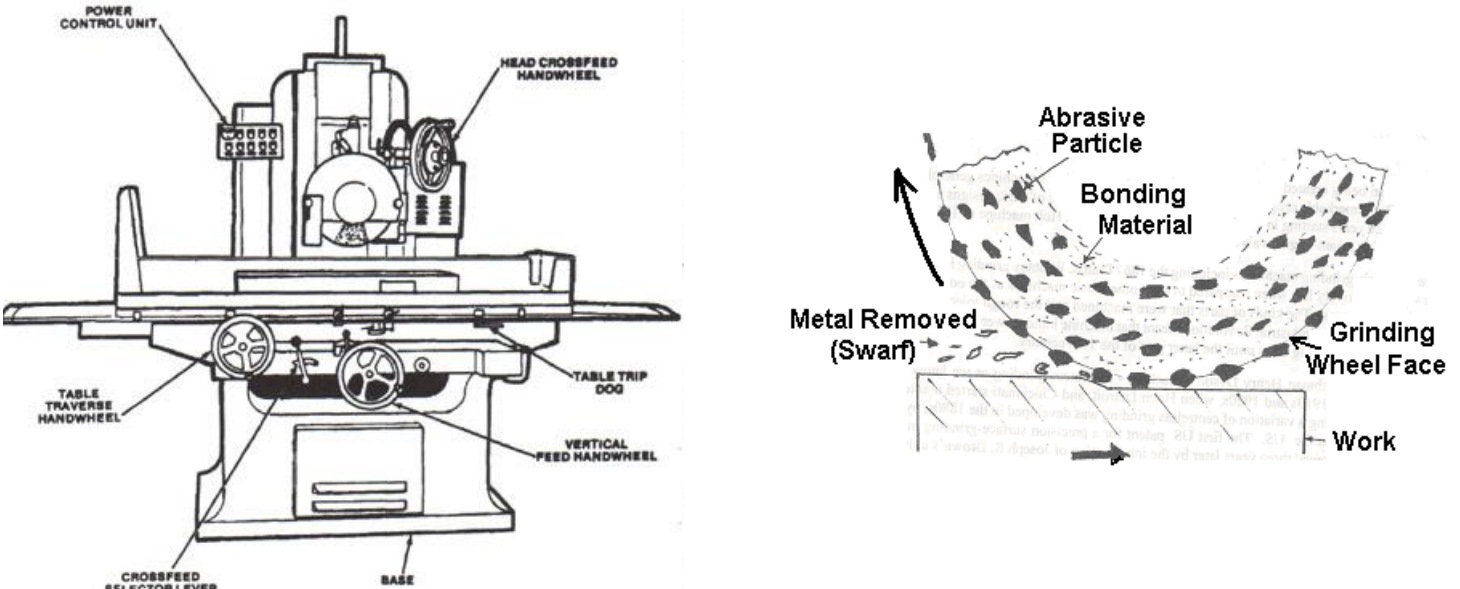
The grinding process involves abrasive particles embedded in bonding material on the wheel face removing metal (called swarf) from the workpiece through contact and friction.
The six-element classification system
Grinding wheels are categorised using six key characteristics that determine their performance and suitability for different tasks. Understanding this system is essential for proper wheel selection.
- The size of the grinding wheel
- The abrasive type
- The abrasive grain size
- The grade (amount of bond used)
- The structure (open or closed)
- The bond type
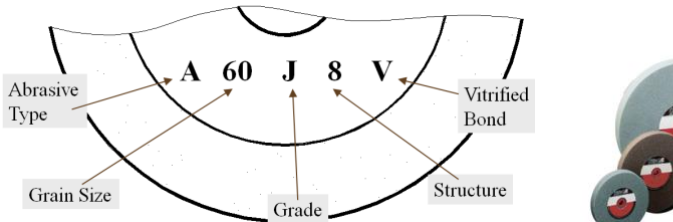
Each wheel carries a classification code that tells you exactly what type it is. For example, "A 60 J 8 V" tells you everything you need to know about that particular wheel's specifications.
Abrasive types
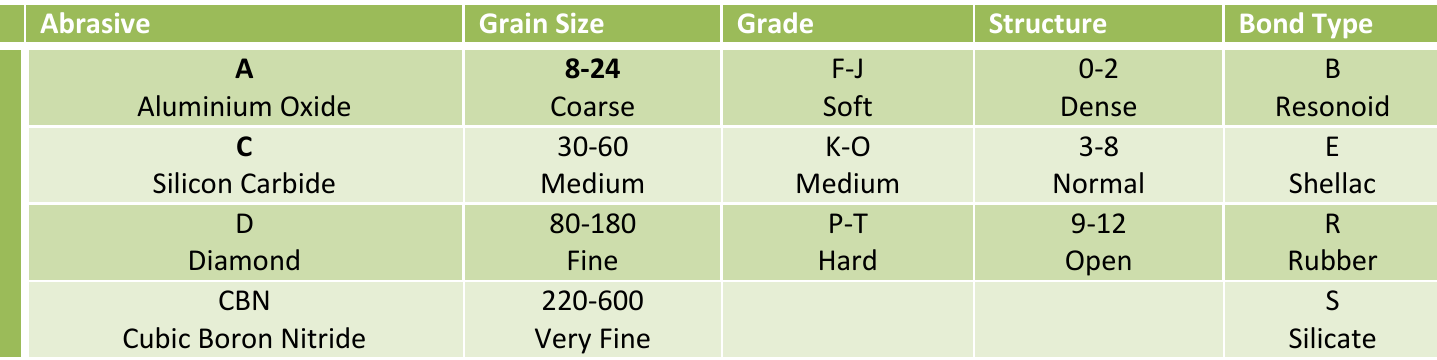
There are four main types of abrasive materials used in grinding wheels:
- Aluminium oxide (A) - The most common type, suitable for general-purpose grinding of steel and other ferrous metals
- Silicon carbide (C) - Harder than aluminium oxide, used for grinding non-ferrous metals, cast iron, and ceramics
- Diamond (D) - The hardest abrasive, used for grinding very hard materials and achieving extremely fine finishes
- Cubic boron nitride (CBN) - Second hardest to diamond, excellent for grinding hardened steels and superalloys
Selection Tip: Choose aluminium oxide for most steel grinding applications, silicon carbide for cast iron and non-ferrous metals, and diamond or CBN for the hardest materials requiring precision finishes.
Grain size ranges
The grain size determines how coarse or fine the grinding action will be:
- Coarse (8-24) - For rapid material removal and rough grinding operations
- Medium (30-60) - For general-purpose grinding with moderate material removal
- Fine (80-180) - For precision work and smoother surface finishes
- Very fine (220-600) - For polishing and achieving mirror-like surface finishes
Remember: Smaller numbers mean coarser grains, while larger numbers indicate finer grains. This inverse relationship is crucial to understand when selecting wheels.
Grade system (hardness)
The grade refers to how hard or soft the bonding material is, which affects how easily abrasive grains are released:
- Soft grades (F-J) - Grains break away easily, good for hard materials that would otherwise load up the wheel
- Medium grades (K-O) - Balanced performance for general applications
- Hard grades (P-T) - Grains are held firmly, suitable for soft materials and precision work
Material Matching: Use soft grades for hard workpiece materials and hard grades for soft workpiece materials. This ensures optimal grain release and prevents wheel loading or glazing.
Structure types
Structure describes how densely packed the abrasive grains are:
- Dense structure (0-2) - Grains packed tightly together for maximum cutting action
- Normal structure (3-8) - Standard spacing for most applications
- Open structure (9-12) - More space between grains, allowing for better chip clearance and cooler running
Bond types
The bond type determines how the abrasive grains are held together:
- Resinoid (B) - Synthetic resin bonds, good for high-speed operations
- Shellac (E) - Natural bond that gives excellent surface finish
- Rubber (R) - Flexible bond for thin cutting wheels
- Silicate (S) - Clay-based bond that releases grains easily
- Vitrified (V) - Glass-like ceramic bond, most common for precision grinding
Reading the classification code
Worked Example: Decoding "A 60 J 8 V"
When you see a code like "A 60 J 8 V", here's how to decode it step by step:
Step 1: Identify the abrasive type
- A = Aluminium oxide abrasive
Step 2: Determine the grain size
- 60 = Medium grain size
Step 3: Check the grade
- J = Soft grade
Step 4: Examine the structure
- 8 = Normal structure
Step 5: Identify the bond type
- V = Vitrified bond
Result: This wheel has aluminium oxide abrasive with medium grain size, soft grade, normal structure, and vitrified bonding - ideal for general steel grinding applications.
This systematic approach ensures you can quickly identify the right wheel for your specific grinding requirements.
Key Points to Remember:
- Grinding wheels use a six-element classification system covering size, abrasive type, grain size, grade, structure, and bond type
- Abrasive types: A (Aluminium oxide), C (Silicon carbide), D (Diamond), CBN (Cubic boron nitride)
- Grain size: Lower numbers = coarser grains, higher numbers = finer grains
- Grade: F-J is soft, K-O is medium, P-T is hard
- Structure: 0-2 is dense, 3-8 is normal, 9-12 is open
- The classification code gives you all the information needed to select the right wheel for your job