Turning Operations (Leaving Cert Engineering): Revision Notes
Turning Operations
Introduction
Turning operations are fundamental machining processes performed on a laith to shape cylindrical workpieces. These operations involve rotating the workpiece while a cutting tool removes material to create desired shapes, surfaces, and features. Understanding these operations is essential for manufacturing precise components.
Mastering turning operations is crucial for anyone working in mechanical manufacturing, as these processes form the foundation of most precision machining work.
Basic turning operations
The laith can perform several distinct operations, each designed to machine different aspects of a workpiece. These operations use various tool movements and machine components to achieve specific results.
Turning (parallel turning)
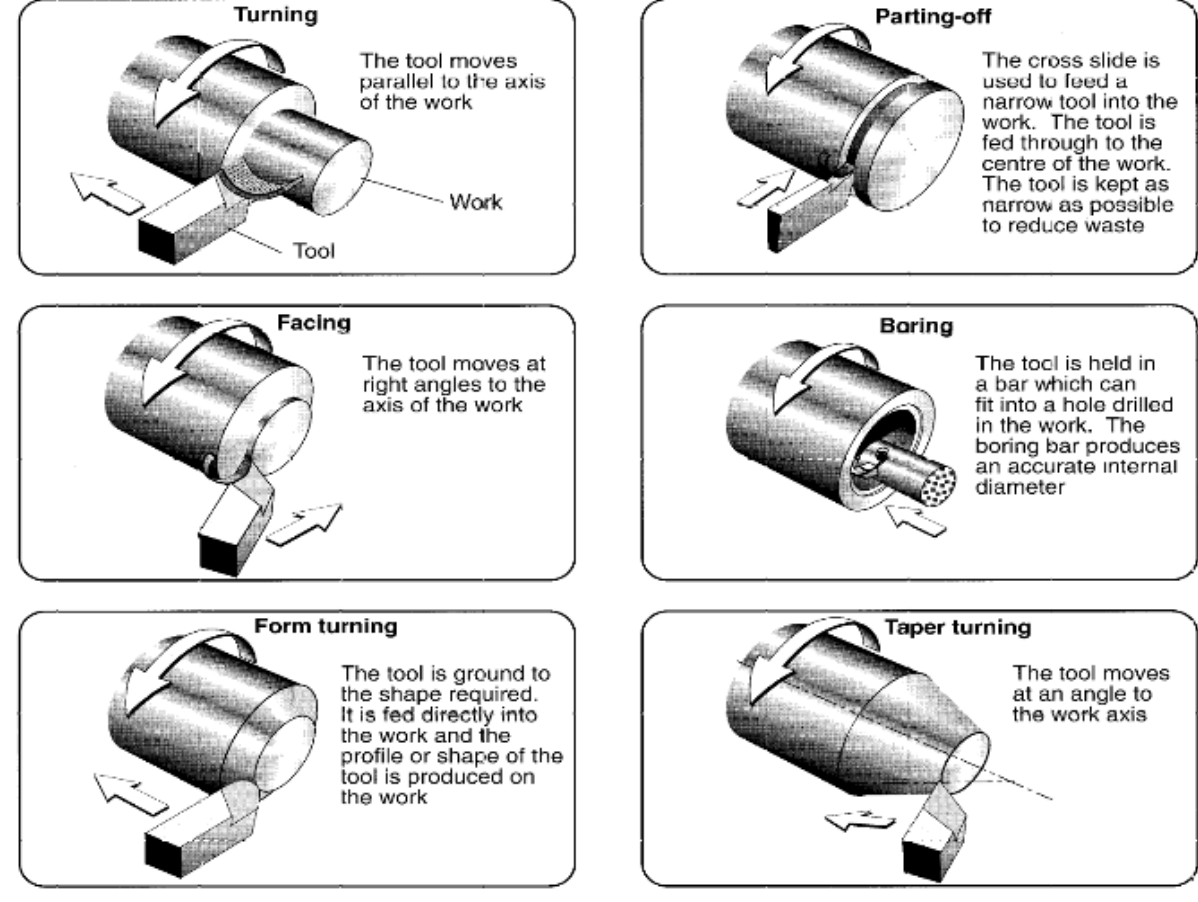
Turning involves moving the cutting tool parallel to the workpiece axis to reduce the diameter of a component. The saddle moves the tool along the length of the work, allowing for consistent material removal. This operation creates cylindrical surfaces and is used to achieve specific diameters on shafts and rods.
The cutting tool must maintain constant contact with the workpiece throughout the entire length to ensure uniform diameter reduction and prevent tapering.
Parting-off
Parting-off uses the cross slide to feed a narrow cutting tool perpendicular to the workpiece axis. The tool cuts through to the centre of the work, effectively separating or cutting off sections of material. The tool must be kept as narrow as possible to minimise material waste during the cutting process.
Facing
Facing creates flat, smooth surfaces perpendicular to the workpiece axis. The cutting tool moves at right angles to the axis using the cross slide mechanism. This operation produces clean end faces on components and ensures proper surface finish for assembly purposes.
Boring
Boring machines internal holes to precise diameters using a boring bar. The tool is held securely in a bar that can be adjusted and positioned accurately within the workpiece. This operation produces smooth, accurately dimensioned internal surfaces that cannot be achieved through drilling alone.
Boring is essential for achieving precise internal dimensions and superior surface finish compared to drilling, making it critical for components requiring tight tolerances.
Form turning
Form turning uses specially shaped cutting tools to create specific profiles on the workpiece. The tool is ground to match the required shape and fed directly into the work. The profile or contour of the tool determines the final shape produced on the component.
Taper turning
Taper turning creates angled surfaces by moving the cutting tool at an angle to the workpiece axis. This operation requires special setup procedures to achieve the correct taper angle and is essential for producing conical shapes and tapered connections.
Additional turning operations
Drilling and reaming
Drilling operations use the tailstock to hold drill bits or reamers. The drill is fed into the rotating workpiece by turning the tailstock handwheel. Reaming follows drilling to achieve precise hole dimensions and superior surface finish.
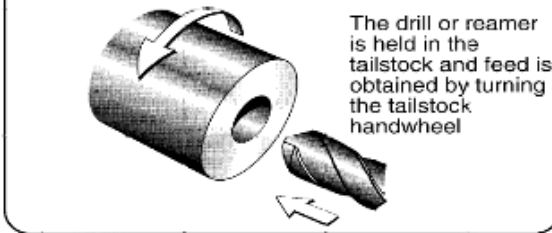
Reaming should always follow drilling when precise hole dimensions and smooth surface finish are required, as drilling alone cannot achieve the necessary accuracy for most precision applications.
Knurling
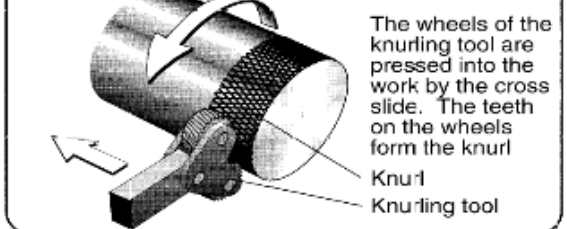
Knurling creates textured grip patterns on cylindrical surfaces. The knurling tool contains toothed wheels that are pressed into the rotating workpiece using the cross slide. The teeth on the wheels form the distinctive diamond or straight-line patterns used for improved grip.
Threading (screwcutting)
Threading produces external screw threads using specialised cutting tools. The laith must be set to specific feed rates that match the required thread pitch. This operation requires precise coordination between spindle rotation and tool movement.
Key Points to Remember:
- Six basic operations cover most turning requirements: turning, parting-off, facing, boring, form turning, and taper turning
- Tool movement direction determines the operation type - parallel for turning, perpendicular for facing and parting-off
- Specialised operations like knurling and threading require specific tools and machine settings