Electro Slag Welding (Leaving Cert Engineering): Revision Notes
Electro Slag Welding
What is electro slag welding?
Electro slag welding is a specialised automated welding process designed specifically for joining thick steel plates. This welding method creates strong, continuous welds by using multiple consumable electrodes within an enclosed weld pool system.
The process shares similarities with MIG welding but differs significantly in its approach. While MIG welding uses an open arc, electro slag welding encloses the entire weld pool to prevent spillage and contamination during the welding operation.
The key difference from MIG welding is the enclosed weld pool system. While MIG uses an open arc that's exposed to the atmosphere, electro slag welding completely encloses the weld area, providing superior protection from contamination.
How the process works
Setting up the weld cavity
Before welding begins, engineers create a controlled environment for the weld. The steel plates requiring joining are deliberately separated to form a gap. Copper shoes are then positioned along the sides of this gap, with a starting plate placed at the bottom. This arrangement creates a cavity that will contain the molten metal throughout the welding process.
The welding operation
Multiple consumable electrodes feed through guide tubes into the prepared cavity. These electrodes serve a dual purpose - they provide the filler material for the weld whilst simultaneously generating sufficient heat to melt portions of the parent metals.
As the welding progresses, the cavity fills with molten steel. A crucial feature of this process is the formation of a molten slag pool that floats on top of the molten metal. This slag pool rises as the weld develops, effectively sealing the weld from atmospheric contamination.
The copper shoes that form the sides of the cavity are often water-cooled to prevent them from melting during the high-temperature welding process. This cooling system ensures the weld cavity maintains its shape throughout the operation.
Water cooling of the copper shoes is essential for process success. Without adequate cooling, the shoes would melt from the intense heat, causing the weld cavity to collapse and the molten metal to spill.
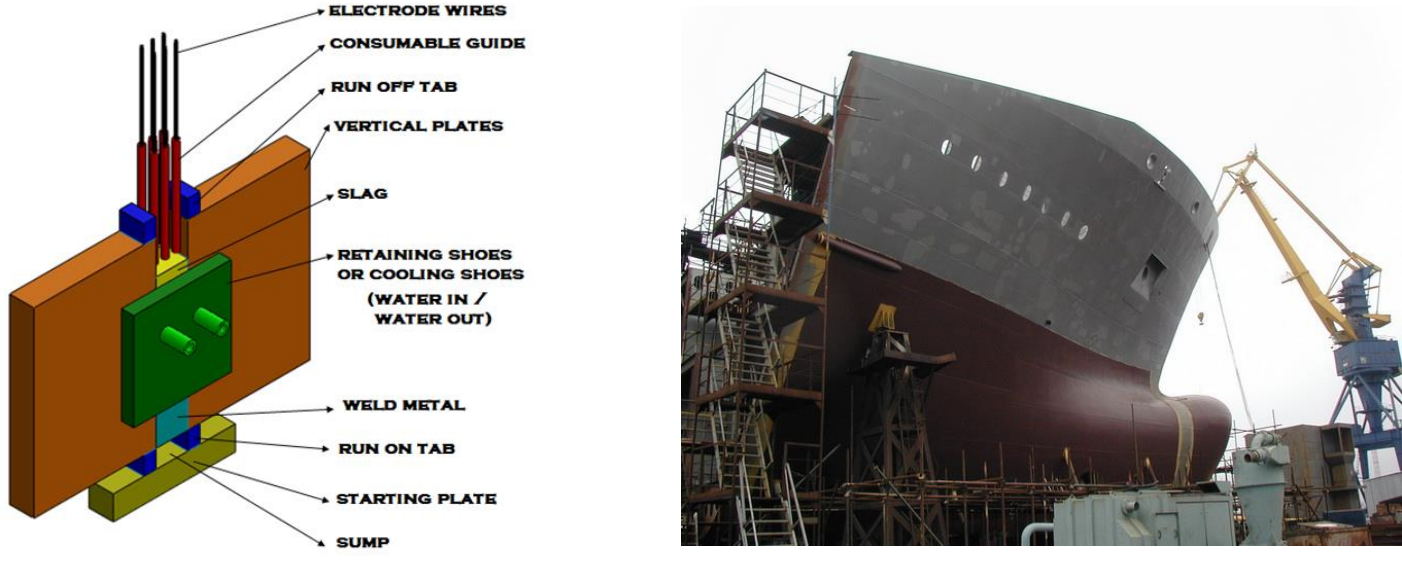
Key components and equipment
Several essential components work together in electro slag welding:
- Electrode wires: Multiple consumable electrodes that provide filler material
- Consumable guides: Direct the electrodes into the correct position
- Retaining shoes: Water-cooled copper components that contain the weld pool
- Starting plate: Forms the base of the weld cavity
- Run-on and run-off tabs: Ensure complete weld coverage
- Sump: Collects excess material at the bottom of the weld
Applications and advantages
Primary use in shipbuilding
Electro slag welding finds its most common application in the ship building industry. The process excels at creating the strong, thick welds required for ship hulls and marine structures. The automated nature of the process makes it ideal for the large-scale welding operations typical in shipyard construction.
The shipbuilding industry particularly benefits from this process because ships require extremely thick steel plates (often 25mm or more) to be joined with high structural integrity. Traditional welding methods would require multiple passes and extensive time, while electro slag welding can complete the joint in a single operation.
Benefits of the process
The enclosed weld pool system prevents atmospheric contamination, resulting in high-quality welds with excellent mechanical properties. The automated operation reduces labour costs and ensures consistent weld quality across large projects.
Important limitations
Vertical welding only
Critical Limitation: Vertical Position Only
The most significant limitation of electro slag welding is that it can only be performed in the vertical direction. This restriction occurs because the process relies on gravity to maintain the proper positioning of the molten slag pool above the weld metal. Attempting to use this process in horizontal or overhead positions would cause the slag and molten metal to flow incorrectly.
This vertical limitation means that workpieces must be positioned appropriately before welding begins, which may require special fixtures or handling equipment.
Key Points to Remember:
- Electro slag welding is a fully automated process specifically designed for thick steel plate welding
- The process uses multiple consumable electrodes within an enclosed cavity system
- Copper shoes and water cooling are essential for containing the high-temperature weld pool
- The molten slag pool floats above the weld metal, protecting it from contamination
- Vertical welding only - this is the major limitation of the process
- Shipbuilding industry is the primary application due to the need for thick, strong welds