Overview of Precision Grinding (Leaving Cert Engineering): Revision Notes
Overview of Precision Grinding
What is precision grinding?
Precision grinding serves as a finishing technique in machining operations. While processes like turning and milling remove substantial amounts of material quickly, precision grinding removes only minute quantities of material to achieve an exceptionally smooth and accurate surface finish.
The process differs significantly from conventional cutting methods. Rather than using single-point or multi-edge cutting tools, precision grinding employs a grinding wheel that contains thousands of tiny abrasive particles. These particles act as miniature cutting tools working simultaneously across the wheel's surface.
Unlike conventional machining where a single cutting edge removes material, precision grinding uses thousands of microscopic cutting edges working together. This distributed cutting action is what enables the exceptional surface finishes and dimensional accuracy that precision grinding is known for.
Surface grinding process
Surface grinding represents the most common form of precision grinding. The process involves several key components working together to achieve the desired finish.
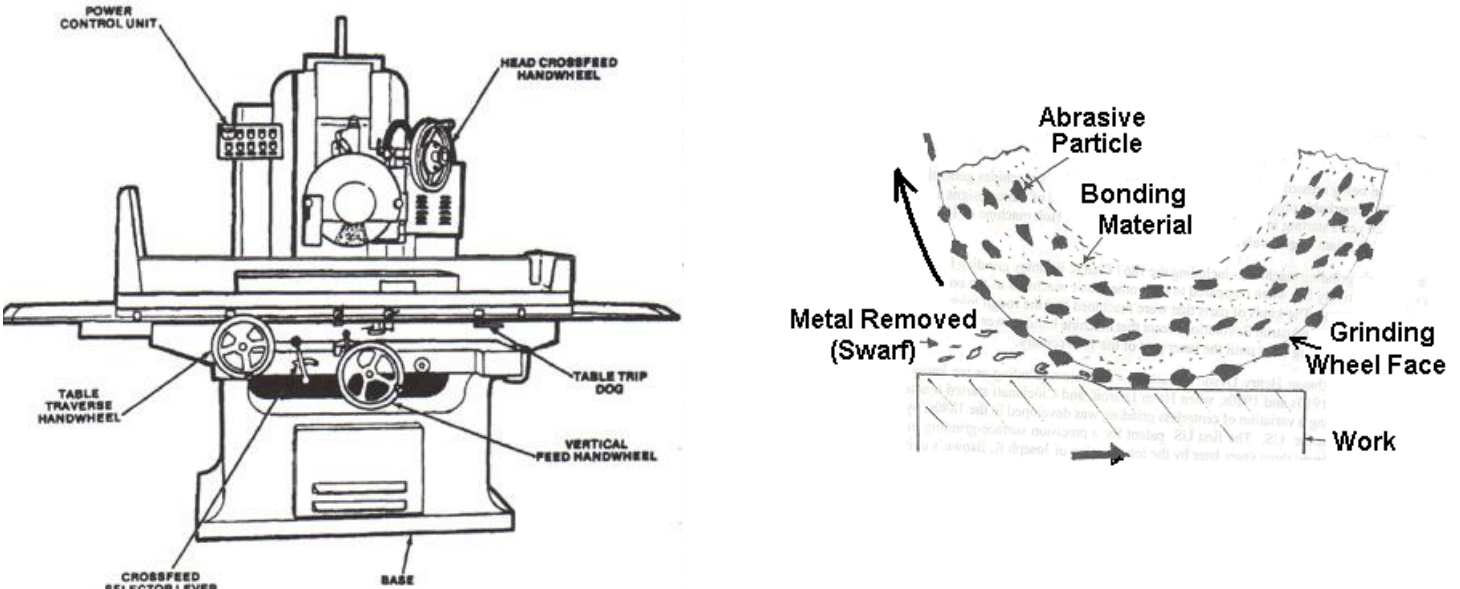
The surface grinding machine consists of:
- A power control unit for operating the machine
- A head crossfeed handwheel for positioning the grinding wheel
- A table traverse handwheel for moving the workpiece
- A vertical feed handwheel for depth control
During operation, the grinding wheel rotates at high speed, typically between RPM. The workpiece sits securely on the machine table, which moves with a reciprocating motion. This back-and-forth movement ensures the work passes under the grinding wheel multiple times, gradually achieving the desired finish and dimensional accuracy.
The reciprocating table motion is essential for achieving uniform material removal. Each pass removes only a few thousandths of an inch, requiring multiple passes to reach the final dimension. This gradual approach prevents heat buildup and maintains dimensional accuracy.
The grinding action removes material in the form of swarf - tiny metal particles that are ground away by the abrasive particles in the wheel. This process continues until the required surface finish and dimensional tolerance are achieved.
Safety Consideration: The high rotational speeds and fine metal particles produced during grinding require proper safety equipment, including eye protection and adequate ventilation to manage swarf and potential sparks.
Grinding wheel composition
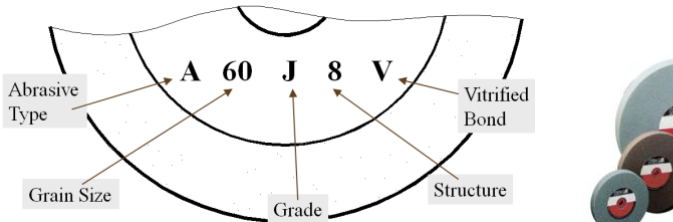
A grinding wheel consists of two essential components: abrasive particles and bonding material. The abrasive particles perform the actual cutting action, while the bonding material acts like glue, holding these particles together in the wheel structure.
Think of it as being similar to sandpaper, but formed into a wheel shape and designed for much more precise work. The abrasive particles are embedded in the bonding material, creating a cutting surface that can remove material with extreme precision.
The analogy to sandpaper helps understand the basic concept, but grinding wheels are far more sophisticated. The bonding material must be precisely engineered to release worn abrasive particles at the right rate while maintaining wheel shape and structural integrity under high-speed rotation.
Grinding wheel classification system
Grinding wheels follow a standardised marking system based on six key characteristics. Understanding this system is essential for selecting the correct wheel for specific applications.
The six classification elements are:
- Abrasive type - The material that does the cutting
- Grain size - How coarse or fine the abrasive particles are
- Grade - How hard or soft the bonding material is
- Structure - How densely packed the abrasive particles are
- Bond type - The material used to hold the abrasives together
- Wheel size - The physical dimensions of the grinding wheel
Worked Example: Reading a Grinding Wheel Specification
A typical grinding wheel marking might read: A60-K5-V
Breaking this down:
- A = Aluminium oxide abrasive
- 60 = Medium grain size
- K = Medium grade (hardness)
- 5 = Medium structure (particle spacing)
- V = Vitrified bond type
This wheel would be suitable for general-purpose grinding of steel components.
Types of abrasive materials
Different abrasive materials suit different applications and workpiece materials. The choice depends on factors like the material being ground, the required finish, and the precision needed.
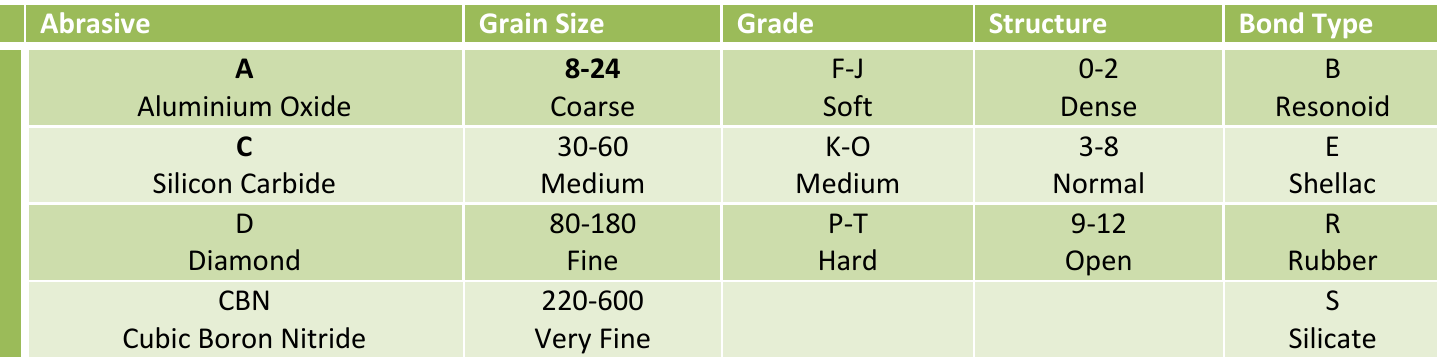
Aluminium oxide (A) works well for general-purpose grinding of steel and other ferrous materials. It features coarse grain sizes (8-24) and soft grades (F-J), making it suitable for rapid material removal with dense structure (0-2) and resinoid bonding (B).
Aluminium oxide is the most commonly used abrasive for everyday grinding operations. Its toughness and ability to fracture cleanly make it ideal for grinding ferrous metals where consistent performance is more important than extreme precision.
Silicon carbide (C) proves effective for grinding non-ferrous materials like aluminium and brass. It uses medium grain sizes (30-60) with medium grades (K-O), offering normal structure (3-8) and shellac bonding (E).
Diamond (D) provides the hardest abrasive available, ideal for grinding very hard materials or achieving extremely fine finishes. It features fine grain sizes (80-180) with hard grades (P-T), using open structure (9-12) and rubber bonding (R).
Diamond Wheel Selection: Diamond wheels are significantly more expensive than conventional abrasives but provide exceptional performance for specific applications. They are essential for grinding carbide tools, ceramics, and other extremely hard materials where conventional abrasives would wear too quickly.
Cubic boron nitride (CBN) offers exceptional performance for grinding hardened steels and superalloys. It uses very fine grain sizes (220-600) and silicate bonding (S), making it suitable for precision applications requiring excellent surface finish.
Grain size and structure considerations
Understanding the relationship between grain size, structure, and performance is key to successful grinding operations.
Grain size determines the surface finish quality. Coarse grains remove material quickly but leave rougher surfaces, while fine grains produce smoother finishes but remove material more slowly.
Structure refers to the spacing between abrasive particles. Dense structures provide more cutting edges but may clog more easily, while open structures allow better chip clearance but remove material more slowly.
The grade indicates how strongly the bonding material holds the abrasive particles. Soft grades release worn particles easily, exposing fresh cutting edges, while hard grades hold particles longer, maintaining wheel shape but potentially becoming glazed.
Common Selection Mistake: Using too fine a grain size for rough grinding operations will cause the wheel to load up with swarf and become ineffective. Always match grain size to the operation - coarse for rapid material removal, fine for finishing operations.
Key Points to Remember:
- Precision grinding removes tiny amounts of material to achieve extremely smooth and accurate finishes
- Surface grinding machines use reciprocating table motion to pass work under rotating grinding wheels multiple times
- Grinding wheels consist of abrasive particles held together by bonding material, similar to sandpaper in wheel form
- Six classification elements determine grinding wheel specifications: abrasive type, grain size, grade, structure, bond type, and size
- Different abrasive materials suit different applications - aluminium oxide for steel, silicon carbide for non-ferrous materials, diamond and CBN for hardened materials
- Proper wheel selection is essential for achieving desired results while maintaining safety and efficiency