Gas Welding (Leaving Cert Engineering): Revision Notes
Oxy-Acetylene Welding
What is oxy-acetylene welding?
Oxy-acetylene welding is a fusion joining process that combines a flammable gas (acetylene) with pure oxygen to create an extremely hot flame. This flame melts both the parent metals and a filler rod (made from the same material as the base metal) to form a permanent joint. The process is widely used around the world because it provides excellent control over heat input and produces high-quality welds.
The welding process creates temperatures hot enough to melt metal components, fusing them together into one new component that cannot be separated without cutting. This permanent fusion is what distinguishes welding from other joining methods.
Equipment required
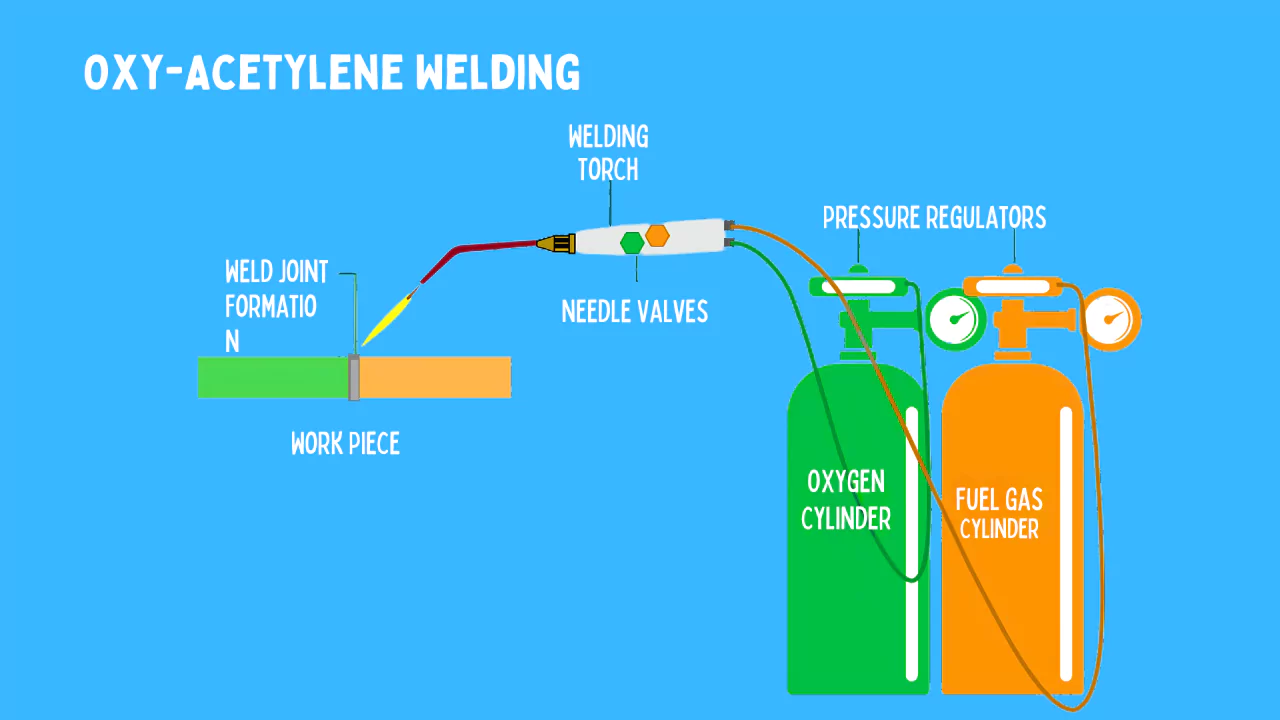
The oxy-acetylene welding setup consists of several essential components that work together to deliver the correct gas mixture:
- Oxygen gas bottle - contains pure oxygen under pressure
- Acetylene gas bottle - contains dissolved acetylene in acetone
- Hoses - transport gases from bottles to torch (colour-coded for safety)
- Torch - mixes gases and creates the flame
- Pressure regulators - control gas flow rates from bottles
- Flash back arrestors - prevent flames travelling back through hoses
- Filler rod - additional metal used to strengthen the joint
The operator can adjust the gas mixture at the torch to create different flame types suitable for specific welding applications. Proper equipment setup is crucial for both safety and weld quality.
The welding process
During oxy-acetylene welding, acetylene and oxygen flow from their respective bottles through pressure regulators that control the gas flow rates. The gases travel through hoses to the welding torch, where the operator can make final adjustments to achieve the desired flame characteristics.
The work components are heated by the flame until the metal melts at the joining area. A filler rod of the same material as the parent metal is typically added to strengthen the joint. Different types of work require different flame settings to achieve the best results.
Welding Process Steps:
- Setup: Connect gas bottles to regulators and hoses
- Gas flow: Adjust pressure regulators for correct flow rates
- Ignition: Light the torch and adjust flame type
- Heating: Apply flame to joint area until metal begins to melt
- Filler addition: Introduce filler rod to strengthen the joint
- Cooling: Allow joint to cool naturally for maximum strength
Types of flames
There are three main flame types in oxy-acetylene welding, each with specific applications and visual characteristics:
Neutral flame
The neutral flame provides an efficient balance of oxygen and acetylene gases. This flame is easily recognised by its bright blue colour and well-defined inner cone. The hottest part reaches at the tip of the inner cone, making it ideal for general welding of mild steel.
Oxidising flame
An oxidising flame occurs when there is a deliberate excess supply of oxygen. You can identify this flame by its blue to bright white colour, pointed inner cone shape, and sometimes a hissing sound. This flame type is used for specialised welding of copper, bronze and brass materials.
Carburising flame
The carburising flame results from a deliberate excess supply of acetylene. It appears as a dirty orange colour and features what is known as an acetylene feather extending from the inner cone. This flame is specifically used for welding aluminium or stainless steel.
Flame Selection is Critical: Using the wrong flame type can result in poor weld quality, contamination, or even weld failure. Always match the flame type to your specific material and application requirements.
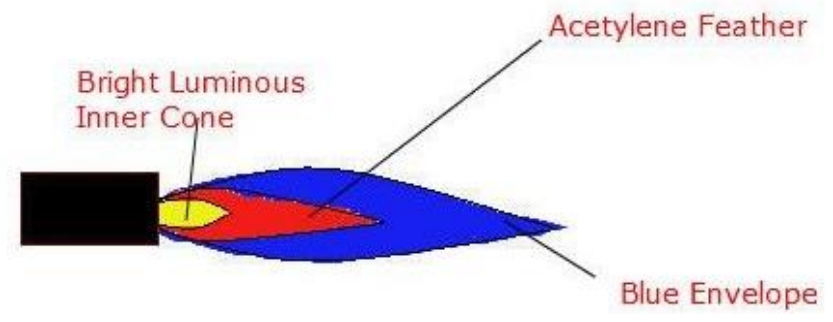
The diagram above shows the anatomy of an acetylene torch flame, highlighting the bright luminous inner cone, outer envelope, and acetylene feather that help identify different flame types.
Safety considerations
Oxy-acetylene welding requires strict safety measures due to the high temperatures and combustible gases involved:
Personal protective equipment (PPE)
Essential PPE Requirements:
- Safety boots and fire-resistant clothing
- Welding apron to protect from sparks
- Welding goggles with appropriate philtre lenses
- Heat-resistant gloves
Never attempt oxy-acetylene welding without proper PPE - the extreme temperatures can cause severe burns and eye damage.
Gas handling safety
- Colour coding for equipment - oxygen hoses and regulators are blue, acetylene equipment is red
- Flash back arrestors prevent flames from travelling back through hoses to gas bottles
- Proper ventilation in work areas to prevent gas accumulation
- Dissolved acetylene storage - acetylene is stored dissolved in acetone within a porous material because pure acetylene under pressure would explode
Gas Storage Warning: Acetylene gas becomes highly unstable and explosive when compressed above certain pressures. This is why it must be dissolved in acetone and stored in specially designed bottles with porous filling material.
Equipment safety features
Screwthreads on regulators and arrestors use different thread directions - right-hand threads for oxygen attachments, left-hand threads for acetylene attachments. This prevents accidentally mixing up welding equipment components and ensures safe connections.
The different thread directions are a deliberate safety feature designed to prevent dangerous equipment mix-ups. Always check thread direction before making connections.
Remember!
Key Points to Remember:
- Oxy-acetylene welding combines acetylene gas with pure oxygen to create an extremely hot flame for joining metals
- Three flame types exist: neutral (blue, for mild steel), oxidising (white, for copper/bronze/brass), and carburising (orange with feather, for aluminium/stainless steel)
- Safety equipment including PPE, flash back arrestors, and proper gas handling procedures are essential for safe operation
- Dissolved acetylene is stored in acetone within porous material because pure compressed acetylene would be explosive
- Colour coding and thread directions on equipment prevent dangerous mix-ups between oxygen and acetylene components