Resistance Welding (Leaving Cert Engineering): Revision Notes
Resistance Spot Welding
Introduction to resistance welding
Resistance welding is a joining process that works on a simple but effective principle. Heat builds up when electrical current encounters resistance as it flows through materials. This heat generation occurs precisely where two metal pieces meet, creating the perfect conditions for welding.
The fundamental principle relies on Ohm's Law - when electrical current flows through a material with electrical resistance, heat is generated proportional to the current squared times the resistance (P = I²R).
The process differs completely from electric arc welding. Instead of creating an arc, resistance welding relies on the natural electrical resistance of metals to generate the necessary heat for fusion.
What is resistance spot welding
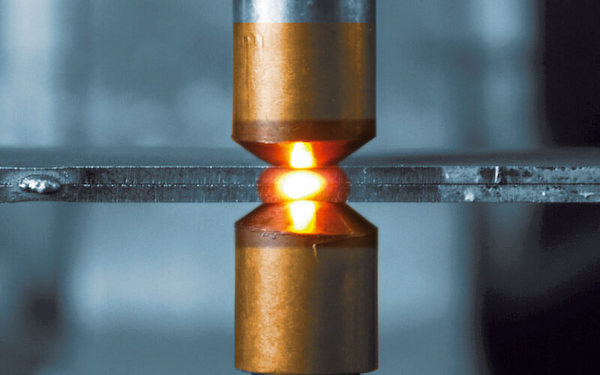
Resistance spot welding creates individual weld points between overlapping metal sheets. The process uses electrical current passed through copper electrodes to join materials at specific locations called "spots".
The technique works by pressing two copper electrodes against opposite sides of the metal sheets. When electrical power flows through the electrodes, the metal workpieces create electrical resistance. This resistance generates concentrated heat at the contact point between the sheets.
Copper is chosen for electrodes because of its excellent electrical conductivity and heat dissipation properties, allowing it to conduct current efficiently while remaining relatively cool during the welding process.
The spot welding process
The welding sequence follows these key steps:
- Positioning: Metal sheets are placed between the copper electrodes
- Pressure application: The electrodes press the sheets together firmly
- Current flow: Electrical current passes through the electrodes and workpieces
- Heat generation: Resistance creates localised heating at the contact point
- Fusion: The heated metal melts and fuses, forming the spot weld
- Cooling: The molten metal solidifies, creating a strong joint
Typical Spot Welding Sequence:
Step 1: Position 1.5mm steel sheets between electrodes Step 2: Apply 150-300 kg force to compress sheets Step 3: Pass 8,000-12,000 amperes for 0.1-0.5 seconds Step 4: Maintain pressure as weld cools for 1-2 seconds Result: 5-8mm diameter weld nugget with tensile strength of 5-10 kN
The process happens very quickly, typically within fractions of a second. A foot switch usually controls when power flows through the system, giving the operator precise timing control.
Key advantages
Resistance spot welding offers several important benefits:
- Simplicity: No flux, filler rods, or shielding gases required
- Speed: Very fast welding cycle times
- Clean process: Minimal sparks or fumes produced
- Automation-friendly: Easy to integrate into production lines
- Cost-effective: Low consumable costs
The clean nature of spot welding makes it particularly suitable for applications where post-weld cleanup would be difficult or expensive, such as in automotive body assembly where painted surfaces are nearby.
Industrial applications
The automotive industry makes extensive use of spot welding for joining steel body panels and lightweight brackets. The process excels at joining thin gauge materials where strong, permanent connections are needed.
Manufacturing operations often use automated spot welding systems on production lines, where robots can precisely position electrodes and control welding parameters.
Modern automotive bodies can contain thousands of spot welds, with some vehicles having over 5,000 individual weld points. This demonstrates the critical importance of consistent, reliable spot welding processes in mass production.
Resistance seam welding comparison
Seam welding uses a similar principle but creates continuous welds instead of individual spots. The process replaces straight copper electrodes with rotating wheel electrodes.
The machine produces pulsing current as the wheels rotate, creating overlapping spot welds that form a continuous seam. This technique suits applications requiring leak-tight joints, such as fuel tanks or container manufacturing.
Seam welding is essentially multiple overlapping spot welds created in rapid succession, providing both structural strength and gas/liquid-tight seals that individual spot welds cannot achieve.
Power supply considerations
All resistance welding equipment requires appropriate electrical power sources. Standard mains electricity (230V AC) proves too dangerous and unsuitable for most welding applications.
The high voltage creates safety hazards, while low current limits the heat generation needed for proper fusion. Step-down transformers and rectifiers convert mains power into safer, more suitable electrical characteristics for welding operations.
Critical Safety Consideration: Resistance welding typically requires very high currents (thousands of amperes) at low voltages (under 10V) to be both safe and effective. Never attempt resistance welding with standard household electrical supplies.
Key Points to Remember:
- Heat builds up where electrical current meets resistance in the metal
- Copper electrodes conduct electricity easily while applying pressure to workpieces
- No consumables like flux or filler materials are needed for the process
- Automotive industry uses spot welding extensively for body panel assembly
- Speed and simplicity make resistance spot welding ideal for mass production