Submerged Arc Welding S.A.W (Leaving Cert Engineering): Revision Notes
Submerged Arc Welding (S.A.W.)
What is submerged arc welding?
Submerged Arc Welding (S.A.W.) is a completely automated welding process that works without direct human control during the actual welding operation. This process shares similarities with MIG welding, but instead of having a human operator controlling the torch, the entire system runs automatically using a motorised trolley system.
The process gets its name because the electric arc and weld pool are completely "submerged" or covered by a blanket of granulated flux during welding.
The term "submerged" is key to understanding this process - the welding arc is completely hidden beneath a layer of granulated flux, which distinguishes it from other arc welding processes where the arc is visible.
How the process works
The S.A.W. process operates through several key steps that happen automatically:
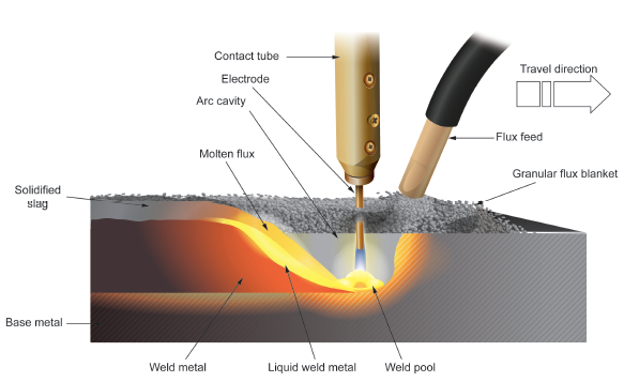
Arc creation: An electric arc forms at the tip of the electrode wire, which creates the intense heat needed for welding. This arc is continuously maintained as the electrode wire feeds automatically from a spool.
Flux application: Granulated flux (small grains of flux material) flows from a hopper and completely covers the weld area. This flux "submerges" the weld pool, giving the process its name.
Automatic movement: The entire welding unit moves along the workpiece using a motor-driven trolley system. This ensures consistent welding speed and quality along the entire joint.
Continuous feeding: The electrode wire feeds continuously from a spool, maintaining the correct arc length and providing the filler material for the weld.
The fully automated nature of S.A.W. means that once the system is set up and started, it operates without any manual intervention during the welding process. This eliminates human error but requires precise initial setup.
Key components and equipment
A typical S.A.W. setup includes several essential components:
- Electrode wire spool: Provides continuous filler material
- Flux hopper: Stores and dispenses granulated flux
- Drive motor: Powers the automatic trolley movement
- Servo control: Manages the precise movement and positioning
- DC power supply: Provides the electrical energy for the arc
- Motor-driven trolley: Carries the entire welding head along the workpiece
Each component must work in perfect synchronisation to maintain consistent weld quality. The servo control system is particularly important as it coordinates the movement speed with the wire feed rate and current settings.
Main applications
S.A.W. is particularly well-suited for specific industrial applications:
Structural steel construction: The process excels at welding structural steel beams, where long, straight welds are common and consistent quality is essential.
Boiler manufacturing: Water boiler tank construction frequently uses S.A.W. because of the thick materials involved and the need for high-quality, pressure-tight welds.
Heavy fabrication: Any application requiring long, continuous welds on thick materials benefits from the automated nature of S.A.W.
S.A.W. is most economical for long, straight welds (typically over 300mm) where the setup time can be justified by the length of the weld. For shorter welds, manual processes may be more efficient.
Advantages of the process
The automated nature of S.A.W. provides several key benefits:
- Consistent quality: Human error is eliminated during the welding process
- High productivity: The process can run continuously without operator fatigue
- Deep penetration: Excellent for thick materials commonly used in heavy industry
- Clean welds: The flux protection prevents contamination and produces high-quality results
The deep penetration capability of S.A.W. makes it particularly valuable for welding thick sections in a single pass, reducing the need for multiple weld passes and improving productivity.
Comparison with other processes
While S.A.W. shares similarities with MIG welding in terms of using continuous wire feed and creating an electric arc, the key difference lies in automation. MIG welding requires skilled operator control, whilst S.A.W. operates automatically once set up correctly.
The flux submersion also distinguishes S.A.W. from other arc welding processes, providing superior protection and allowing for higher welding currents.
Unlike MIG welding where the operator controls the torch movement and can make real-time adjustments, S.A.W. relies entirely on pre-programmed settings. This makes initial setup critical but ensures repeatable results.
Key Points to Remember:
- S.A.W. stands for Submerged Arc Welding - the flux completely submerges the weld pool
- Fully automated process - no direct operator control during welding operation
- Motor-driven trolley system moves the welding head automatically along the workpiece
- Electrode wire feeds continuously from a spool to maintain the arc
- Main applications include structural steel beams and water boiler tank construction
- Best suited for long, straight welds on thick materials
- Provides consistent quality and high productivity