Commercial Electrolytic Cells (VCE SSCE Chemistry): Revision Notes
Commercial Electrolytic Cells
Introduction to commercial electrolytic cells
While chemical industries typically avoid electrolysis due to the high cost of electrical energy, this process remains essential for producing certain chemicals that cannot be readily manufactured by other methods. Commercial electrolytic cells transform electrical energy into chemical energy, enabling non-spontaneous reactions to occur where reactive chemicals are products rather than reactants.
In commercial electrolytic cells, electrical energy is converted into chemical energy to drive reactions that would not occur spontaneously. This allows the production of highly reactive products that cannot be easily manufactured through conventional chemical processes.
This topic explores the use of molten and aqueous electrolytes in industrial electrolytic cells, the addition of chemical additives to optimise electrolyte properties, and the advantages and disadvantages of different electrolyte types. You will also examine how inert and reactive electrodes are selected for specific applications.
Molten electrolytes
The Downs cell
The Downs cell provides an excellent example of commercial electrolysis using molten electrolytes. This industrial cell produces sodium metal and chlorine gas in large quantities.
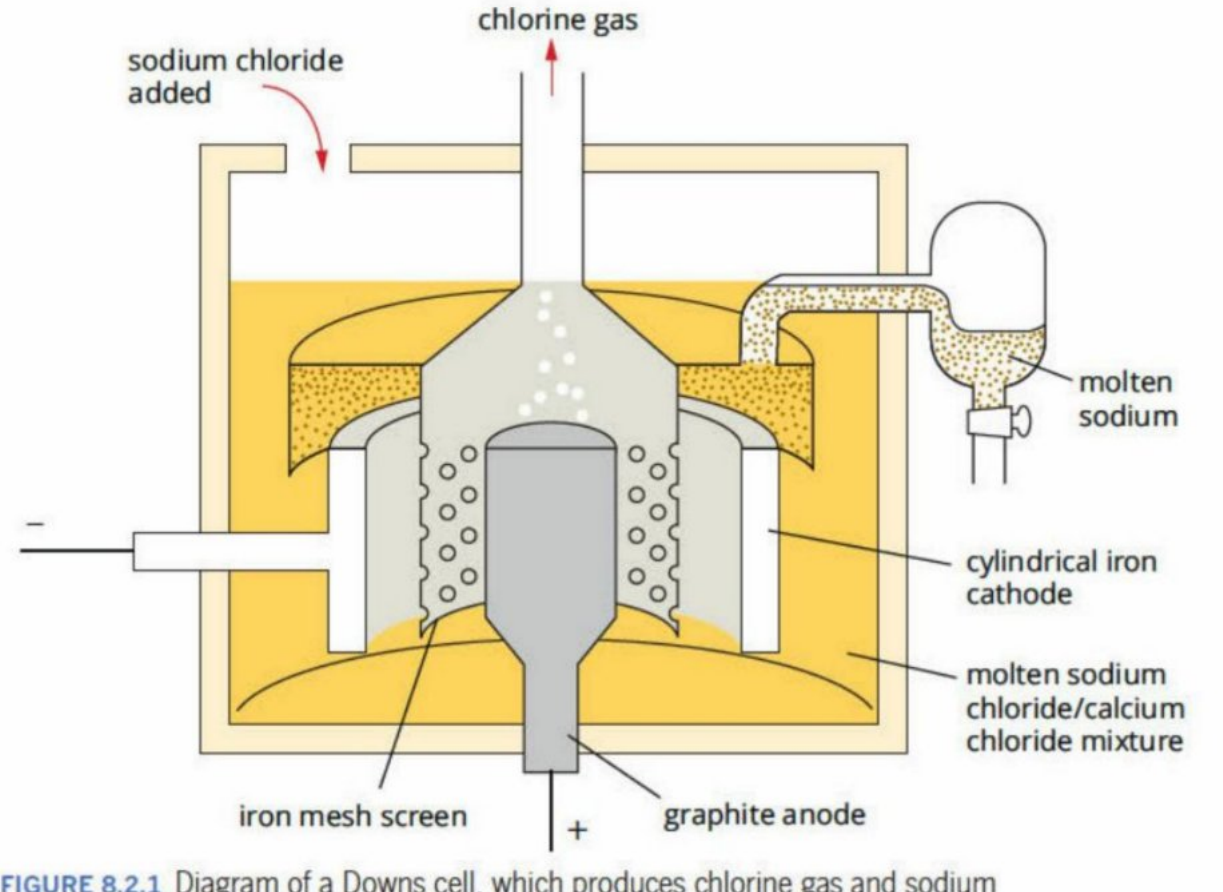
The cell uses inert (unreactive) electrodes. The graphite anode acts as a conducting material but is not consumed during the reaction. The iron cathode remains effectively inert because it receives a continuous supply of electrons from the power supply, preventing oxidation of the iron itself.
Electrode reactions in the Downs cell
At the cathode (negative electrode), sodium ions gain electrons and are reduced to liquid sodium metal:
At the anode (positive electrode), chloride ions lose electrons and are oxidised to chlorine gas:
The overall cell reaction combines both half-equations:
Key principle: In molten electrolyte electrolysis:
- Anions are oxidised at the anode (positive)
- Cations are reduced at the cathode (negative)
- Water is absent so cannot interfere with the desired reactions
Chemical additives in the Downs cell
Calcium chloride is added to the molten sodium chloride to lower its melting point from to approximately . This significantly reduces energy costs. The calcium ions do not interfere with sodium production because calcium ions are weaker oxidising agents than sodium ions, so they are not reduced at the cathode.
The electrolyte provides electrical resistance, and as current flows through it, heat energy is generated. This heat maintains the electrolyte in its molten state during operation, creating a self-sustaining thermal environment.
Product separation in the Downs cell
An iron mesh screen separates the anode and cathode compartments, preventing contact between the products. This separation is crucial because chlorine gas is a strong oxidising agent and sodium metal is a strong reducing agent. If they contacted each other, they would spontaneously react to re-form sodium chloride, wasting the products. Both chlorine and sodium are continuously removed from the cell to prevent this reverse reaction.
Advantages and disadvantages of molten electrolytes
Advantage: The absence of water prevents interference with desired reactions. Water is a stronger oxidising agent than ions. If aqueous sodium chloride were used instead of molten sodium chloride, water would react at the cathode to produce hydrogen gas rather than sodium metal:
Disadvantage: The process requires significantly more energy because the electrolyte must be maintained in a molten state at high temperatures for electrolysis to proceed efficiently.
Aqueous electrolytes
Membrane cells
Where possible, aqueous electrolytes are preferred over molten electrolytes because cells operating at lower temperatures are more cost-effective. The membrane cell demonstrates modern industrial electrolysis using an aqueous electrolyte.
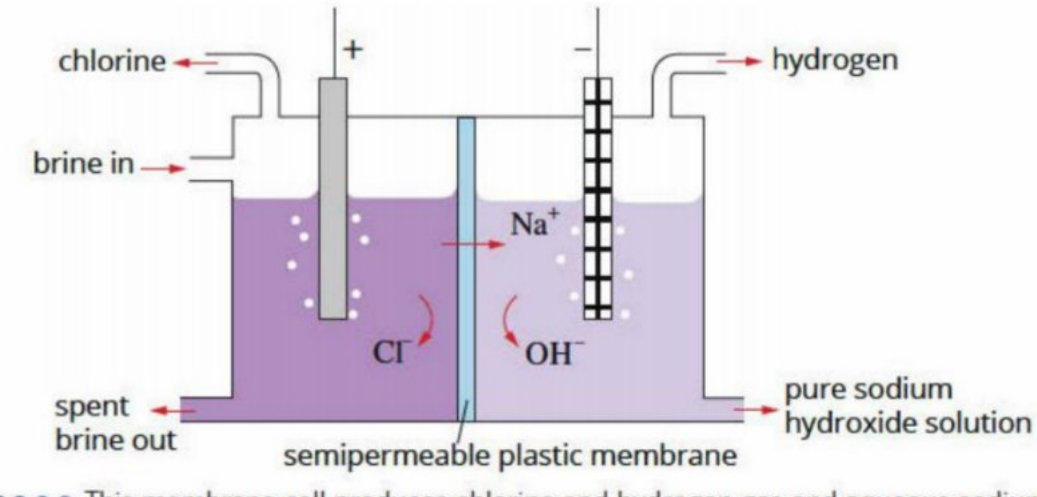
Membrane cells produce three valuable products simultaneously: sodium hydroxide solution, chlorine gas, and hydrogen gas. The process electrolyses concentrated sodium chloride solution (brine) in a cell divided into two compartments by a semipermeable membrane.
Function of the semipermeable membrane
The membrane is constructed from a polymer that allows only positive ions to pass through. This selective permeability prevents mixing of the reactive products while permitting ions to migrate from the anode compartment to the cathode compartment. Chloride ions and hydroxide ions cannot cross the membrane, resulting in very pure sodium hydroxide with minimal chloride contamination.
Electrode reactions in membrane cells
At the cathode (negative electrode), water molecules are reduced by electrons from the power supply, producing hydrogen gas and hydroxide ions:
At the anode (positive electrode), although water is normally a stronger reducing agent, the high concentration of chloride ions in the brine means chloride ions are preferentially oxidised instead:
In membrane cells, water is not oxidised at the anode. The concentrated sodium chloride solution ensures chloride ions are oxidised to produce chlorine gas instead. This is a critical difference from dilute solutions where water would be preferentially oxidised.
Advantages of membrane cells
The membrane design offers several advantages:
- The sodium hydroxide solution produced remains uncontaminated by sodium chloride
- Using an aqueous electrolyte allows operation between and , eliminating the need to heat the electrolyte to much higher temperatures
- Production costs are significantly reduced compared to molten electrolyte cells
- The membrane barrier prevents chlorine and hydrogen gases from contacting each other
Electrorefining of copper
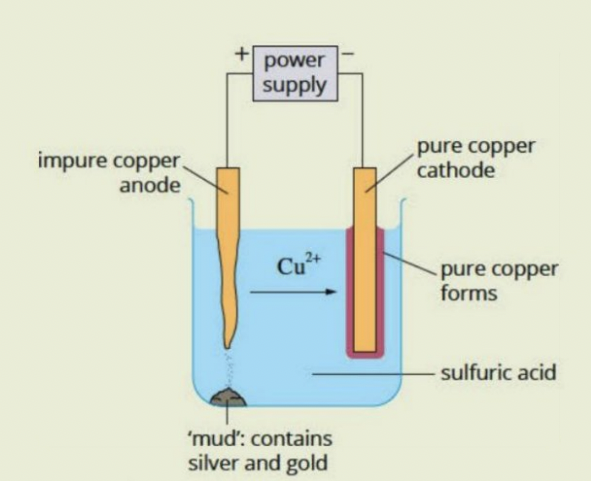
Copper extracted from ores by smelting produces impure metal called "blister copper" containing approximately impurities including sulfur, iron, antimony, silver, and gold. This impure copper is purified through electrolysis.
The electrorefining process
Sheets of blister copper are placed in large tanks of sulfuric acid alongside thin sheets of pure copper. An external power source connects the blister copper as the positive electrode (anode) and the pure copper as the negative electrode (cathode).
Electrode reactions during electrorefining
Worked Example: The Electrorefining Process
At the anode (positive electrode): Electrons are drawn from the blister copper anode to the power source's positive terminal. Impurities more reactive than copper (stronger reducing agents) such as nickel and zinc are oxidised and enter the solution as ions:
Once these more reactive impurities have been oxidised, copper (the next strongest reducing agent) is oxidised to produce copper(II) ions:
Impurities less reactive than copper, including silver, gold, and platinum, are not oxidised. These precious metals fall from the anode and collect at the tank bottom as "anode mud", which is later processed to recover the valuable metals.
At the cathode (negative electrode): Electrons from the power source are accepted by metal ions from solution. Because copper(II) ions are the strongest oxidising agents present, only copper metal is deposited:
Reactive electrodes
Most commercial electrolytic cells described so far use inert electrodes. Metal cathodes are always inert because their connection to the negative terminal provides a continuous electron supply, preventing oxidation.
However, reactive electrodes offer benefits in specific situations. Copper electrorefining demonstrates how impure metal can form a reactive anode, with pure metal deposited at the cathode. Aluminium production provides another example involving both inert and reactive electrodes.
Electrolytic production of aluminium
Aluminium's low density and high strength make it valuable for numerous applications including cooking foil, beverage cans, car engines, gutters, caravans, aeroplanes, and window frames.
The Hall-Héroult cell
Aluminium metal is extracted from aluminium oxide (alumina, ) by electrolysis. Pure alumina is obtained from bauxite mineral found in deposits across Australia including the Darling Ranges (Western Australia), Weipa (northern Queensland), and Gove (Northern Territory).
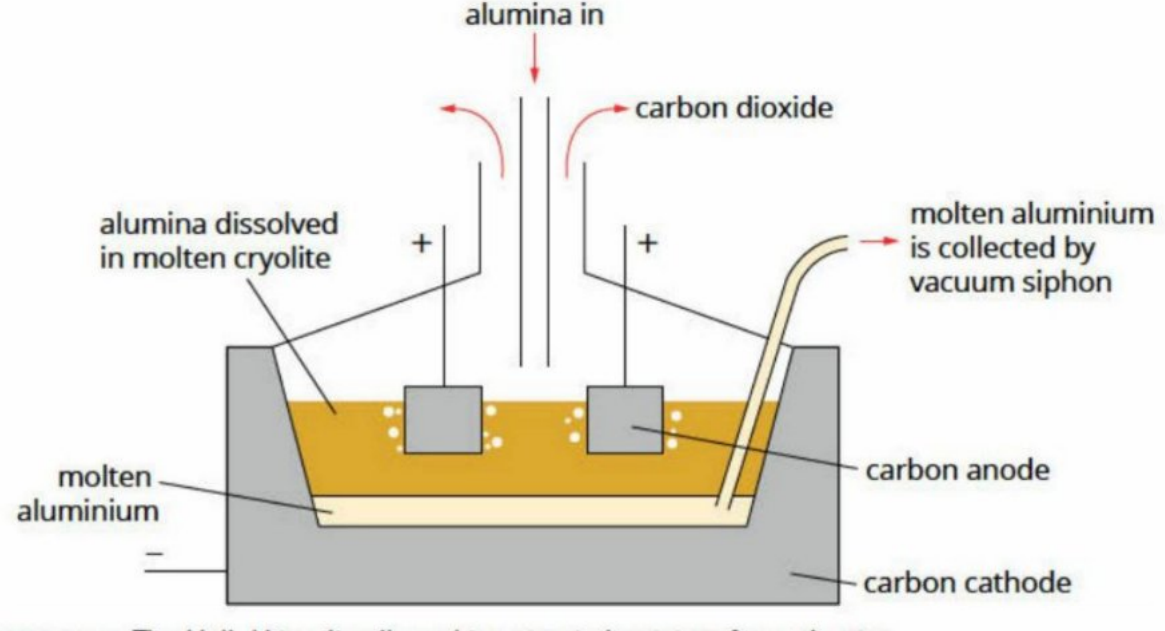
Alumina melts at the extremely high temperature of . However, it dissolves in molten cryolite (). By dissolving alumina in cryolite, electrolysis can proceed at , avoiding the much higher energy costs required for pure molten alumina.
Electrode reactions in the Hall-Héroult cell
At the cathode (negative electrode): Aluminium ions from the dissolved alumina are reduced by electrons from the power supply, producing molten aluminium metal:
The molten aluminium sinks to the cell bottom and is periodically removed by siphoning.
At the anode (positive electrode): Oxide ions from the alumina are oxidised to oxygen gas:
The oxygen gas immediately reacts with the carbon anodes to produce carbon dioxide gas:
The overall anode reaction can therefore be written as:
The complete equation for aluminium extraction is:
Reactive carbon anodes
Unlike other cells discussed, the carbon anodes participate in the reaction and are consumed over time, requiring regular replacement. Chemists continue researching alternative inert electrode materials to eliminate carbon dioxide production and electrode replacement costs. While metals like platinum and gold could serve as inert electrodes, they are not economically viable for industrial-scale operations.
Recent Developments in Sustainable Aluminium Production
Recent developments include work by Alcoa and Rio Tinto, who have developed proprietary inert anodes that release oxygen instead of carbon dioxide. Their process claims to:
- Reduce costs
- Increase production efficiency
- Can be retrofitted to existing facilities
The aluminium industry is also transitioning toward renewable electricity sources, demonstrating progress toward greater sustainability.
Common design features and operating principles
Commercial electrolytic cells share several design features and operating principles that optimise production efficiency and product quality.
| Design feature or operating principle | Reason for feature or principle | Example |
|---|---|---|
| Separation and continuous removal of products | Products formed are often relatively strong oxidising and reducing agents. If products contact each other, they spontaneously react | The semipermeable plastic membrane in membrane cells separates chlorine and hydrogen gases, which are continuously removed |
| Inert or reactive electrode materials | Inert electrodes are not consumed, whereas reactive electrodes are. Choice depends on electrode cost (platinum electrodes are expensive) and ability to withstand operating conditions (electrodes need high melting points for molten electrolyte cells) | Carbon anode and iron cathode in Downs cells are inert, relatively cheap, and have high melting points. Reactive carbon anode in Hall-Héroult cells is cheap to replace |
| Molten or aqueous electrolyte | Choice depends mainly on whether water presence interferes with desired product electrolysis. Water is a stronger oxidising agent than , , , and ions. Reduction of these ions to their metals cannot occur with water present | Downs cells use molten sodium chloride with calcium chloride added to produce sodium metal and chlorine gas. Water is a stronger oxidising agent than . Membrane cells use aqueous sodium chloride, producing hydrogen gas instead of sodium metal |
| Chemical additives to electrolyte | Chemical additives lower the melting point of molten electrolytes or act as solvents for the compound being electrolysed | Calcium chloride added to molten sodium chloride in Downs cells lowers the melting point. Molten cryolite () serves as the solvent for alumina () in Hall-Héroult cells |
Key Points to Remember:
- Commercial electrolytic cells transform electrical energy into chemical energy to produce chemicals that cannot be easily manufactured by other methods, despite high energy costs
- Molten electrolytes (like in Downs cells) prevent water interference with desired reactions but require significant energy to maintain high temperatures
- Aqueous electrolytes (like in membrane cells) are preferred when possible because they operate at lower temperatures and reduce energy costs
- Semipermeable membranes separate reactive products and control ion movement, producing purer products
- Inert electrodes are not consumed during reactions, while reactive electrodes participate in reactions and must be replaced periodically
- Chemical additives such as calcium chloride and cryolite lower melting points or act as solvents, significantly reducing energy requirements and costs