Using Microorganisms in Biotechnology (OCR A-Level Biology A): Revision Notes
Using Microorganisms in Biotechnology
What is biotechnology?
Biotechnology refers to the use of living organisms to produce useful products (such as foods and medicines) or to carry out beneficial services (such as waste treatment and pollution cleanup). These processes exploit either isolated enzymes or whole microorganisms including bacteria, archaeans, yeasts, mould fungi and protoctists.
Microorganisms prove exceptionally valuable for biotechnological applications for several interconnected reasons:
- Under optimal growth conditions, they possess remarkably short life cycles, with some species reproducing every minutes
- They have simple nutritional requirements, often utilising readily available and inexpensive sources
- They devote nearly all their metabolic energy to growth and product formation rather than building non-productive structural tissues like wood or bone
The substances manufactured by microorganisms fall into two categories. Primary metabolites are compounds produced during normal growth as part of the organism's essential metabolism. Examples include ethanol produced by yeast during anaerobic respiration and carbon dioxide generated during aerobic respiration. In contrast, secondary metabolites are synthesised after growth has slowed or ceased, often as chemical defence mechanisms. Antibiotics such as penicillin exemplify secondary metabolites, produced by fungi when competing with bacteria for limited resources.
Applications in food and drink production
Baking
In bread production, yeast (Saccharomyces cerevisiae) serves the primary function of generating carbon dioxide to leaven the dough. The process begins by combining yeast with flour (wheat, rye or maize), sucrose, salt, ascorbic acid and water to form dough. Through kneading and folding, the yeast distributes evenly throughout the mixture whilst incorporating atmospheric oxygen. The dough then rests in a humid environment at .
During this incubation period, yeast enzymes hydrolyse starch in the flour to maltose, then break down both maltose and sucrose into monosaccharides. Initially, the yeast respires aerobically using available oxygen. Once oxygen becomes depleted, the yeast switches to alcoholic fermentation, producing carbon dioxide and ethanol as primary metabolites. The carbon dioxide forms gas pockets that cause the dough to expand and rise. After sufficient rising, bakers knead the dough again and allow a second rise before baking at high temperature, which kills the yeast and evaporates the ethanol.
Brewing
Beer production utilises cereal grains, predominantly barley, which contain abundant starch reserves. Since yeast cannot directly metabolise starch, the brewing process requires several preliminary stages to convert this polysaccharide into fermentable sugars.
The Brewing Process: Step-by-Step
-
Malting - Soaking barley grains and allowing germination produces amylase enzymes that catalyse starch hydrolysis to maltose. Heating to denatures the amylase enzymes and halts further starch breakdown.
-
Milling - Crushing the malted grains to facilitate sugar extraction.
-
Mashing - Hot water dissolves the sugars and other soluble compounds from the crushed grain, forming a liquid called wort.
-
Boiling - The wort is boiled with hops to add flavour compounds whilst concentrating the solution through evaporation.
-
Fermentation - After cooling, yeast is added to convert sugars to ethanol and carbon dioxide through anaerobic respiration.

Two distinct yeast types produce different beer styles. Top fermenters like Saccharomyces cerevisiae rise to the surface and produce ales, typically fermented at . Bottom fermenters such as Saccharomyces pastorianus sink and generate lager-style beers at cooler temperatures around . Throughout fermentation, yeast converts sugars to ethanol and carbon dioxide through anaerobic respiration, producing ethanol as a primary metabolite. Following complete fermentation, the mixture undergoes filtration before bottling or casking.
Yoghurt production
All authentic yoghurt production relies on two bacterial species working synergistically: Lactobacillus bulgaricus and Streptococcus thermophilus. The process demonstrates how microorganisms can biochemically transform milk into a preserved, nutritious food product.
Production begins with pasteurised, homogenised milk at neutral pH (). Adding starter cultures of both bacterial species initiates the fermentation. During incubation at for hours, L. bulgaricus breaks down milk proteins into short peptide chains. S. thermophilus utilises these peptides to synthesise formic acid. L. bulgaricus then ferments lactose sugar and formic acid to produce lactic acid. This lactic acid accumulation serves multiple functions: it coagulates milk proteins (causing the characteristic thickness), lowers the pH, and imparts the tangy flavour. Production ceases when pH reaches , creating an acidic environment that inhibits spoilage organisms and extends shelf life.
Cheese making
Hard cheese production involves bacterial fermentation followed by enzymatic protein coagulation. Pasteurised milk is heated and inoculated with starter cultures of Streptococcus lactis and Streptococcus cremoris. These bacteria ferment lactose to lactic acid, progressively decreasing the milk's pH.
Rennet addition introduces the protein-digesting enzymes chymosin and pepsin, which coagulate milk proteins to form semi-solid curd and liquid whey. After separating these two phases, the curd undergoes milling and pressing into moulds to create hard cheeses such as cheddar. During the ripening period, resident bacteria and enzymes continue breaking down macromolecules: fats split into fatty acids and glycerol, proteins degrade to amino acids, and lactose ferments to lactic acid. Bacteria also release ketones and aldehydes that contribute the characteristic flavours.
Blue-veined cheese production requires additional processing. Cheesemakers pierce the ripening cheese with sterilised skewers to introduce oxygen and spores of the mould fungus Penicillium roqueforti. This fungus grows throughout the cheese's interior, creating the distinctive blue-green veined appearance and contributing complex flavour compounds through aerobic metabolism.
Mycoprotein production
Since 1985, the filamentous fungus Fusarium venenatum has been cultured to produce mycoprotein, marketed as Quorn™. Unlike unicellular yeasts, this organism grows as branching hyphae that can be processed into meat-textured products.
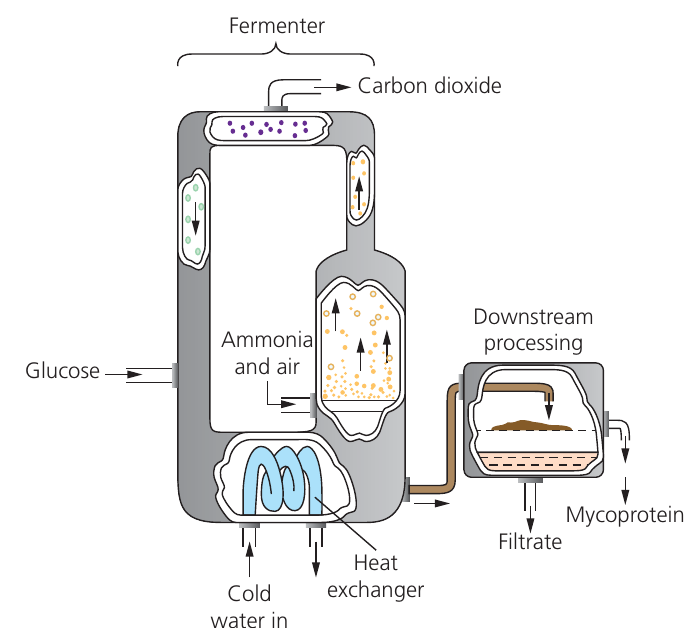
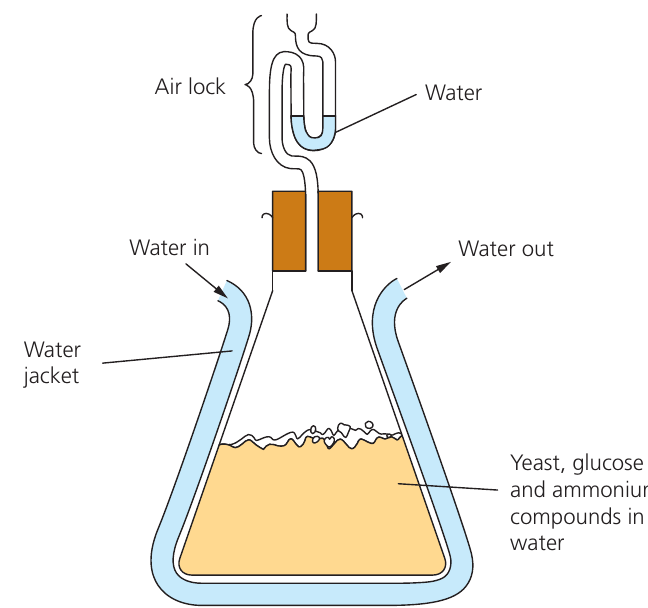
Production occurs in air-lift fermenters using continuous culture. Glucose provides the carbon and energy source, whilst ammonia supplies nitrogen. Air bubbling through the culture maintains aerobic conditions necessary for efficient growth. A heat exchanger with cold water circulation prevents overheating from the metabolic activity of rapidly growing fungal biomass. The fungal mass, termed biomass (the total mass of biological material, measured as dry mass), continuously flows to downstream processing where it undergoes filtration and conversion into meat alternatives such as sausages and burgers.
Pharmaceutical production
Penicillin
Antibiotics including penicillin are synthesised by fungi (such as Penicillium species) and actinobacteria (such as Streptomyces species). Penicillin production employs a fed-batch process in which nutrients are periodically added during fermentation whilst the vessel remains sealed.
A fermenter is initially filled with growth medium and inoculated with Penicillium chrysogenum. The fermentation continues for approximately hours under constant monitoring. Penicillin functions as a secondary metabolite, produced only after active growth slows. This fed-batch approach adds glucose and lactose at the start, then supplements with corn steep liquor (prepared from maize) every minutes throughout fermentation. This periodic feeding replenishes depleting nutrients and stimulates enhanced penicillin production, since Penicillium grows vigorously on glucose but increases antibiotic synthesis when provided with lactose and corn steep liquor.
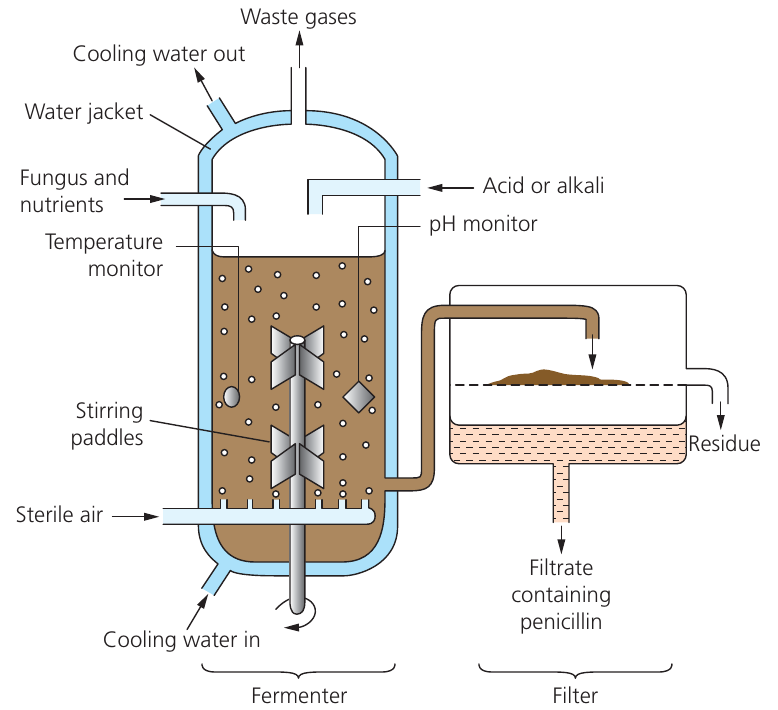
The fermenter requires precise environmental control:
- Water jacket maintains optimal temperature
- Sterile air provides oxygen for aerobic metabolism
- Stirring paddles ensure uniform mixing of nutrients and fungal biomass
- Continuous pH monitoring enables automatic acid or alkali addition to maintain optimal conditions for enzyme activity
Following fermentation completion, the mixture passes through filters that separate fungal residue from the penicillin-containing filtrate, which then undergoes purification.
Other pharmaceutical products
Genetically modified bacteria and yeast produce various human proteins for medical use. Escherichia coli and Saccharomyces cerevisiae manufacture human insulin following insertion of the human insulin gene. Similarly, yeasts including S. cerevisiae and Pichia pastoris produce hepatitis B vaccine proteins through recombinant DNA technology.
Bioremediation
Bioremediation exploits organisms to remove toxic materials from contaminated environments. Heavy metals such as mercury, lead, cadmium, zinc, chromium and nickel pose particular environmental hazards as they accumulate in organisms and biomagnify through trophic levels in food chains. Certain bacteria can precipitate or concentrate these metals, facilitating their removal from polluted water or soil.
Petroleum hydrocarbons represent relatively simple substrates for microbial metabolism. Following oil spills, environmental managers add nitrogen and phosphorus sources plus trace elements (required as enzyme cofactors) to encourage growth of hydrocarbon-degrading bacteria. Bacterial fertilisers further boost microbial populations and decomposition rates. This approach produces minimal adverse ecological effects since the end products comprise carbon dioxide, water and bacterial biomass. Wastewater from industrial, domestic and agricultural sources should pass through bioreactors containing appropriate microorganisms before environmental discharge to prevent toxic contamination.
Advantages and disadvantages of using microorganisms
Advantages
Microorganism-based production systems offer numerous benefits compared to traditional agriculture and livestock farming. Production operates year-round independent of seasons, providing consistent supply. Many processes utilise waste materials from other industries as substrates, reducing costs and environmental impact. Carbon and energy sources remain relatively inexpensive, with glucose often produced cheaply from maize.
Key Economic and Practical Benefits:
Microorganisms execute multi-step biochemical processes using integrated enzyme systems (such as complete respiration pathways producing ethanol and carbon dioxide), which proves more economical than engineering sequential enzyme-catalysed stages. Factories housing fermenters occupy considerably less land than farms whilst being establishable anywhere with appropriate infrastructure and raw materials.
Selective breeding and genetic engineering proceed much faster and simpler with microorganisms than with domesticated plants and animals. Ethical considerations favour microbial systems over livestock farming, though some consumers object to genetically modified organisms in food. Mycoprotein products like Quorn™ contain very low fat content, benefiting people reducing saturated fat intake from animal products. Overall, microbial production often costs less than crop cultivation (which requires substantial fossil fuel inputs) and livestock rearing (which inefficiently converts plant biomass to human food).
Disadvantages
Contamination Risks:
Bacterial and fungal cultures remain vulnerable to viral infection. Should bacteriophages or fungal viruses contaminate a fermenter, production halts completely whilst the entire facility undergoes sterilisation, causing significant financial losses. Contamination by undesired bacterial species creates competition with cultured organisms, reducing yields and necessitating additional purification treatments that increase costs.
Mycoprotein extracted from fermenters contains high nucleic acid concentrations (DNA and RNA) requiring removal before safe consumption. Purines in these nucleic acids metabolise to uric acid in the human body, potentially causing gout. Processing costs for removing nucleic acids and other contaminants can substantially reduce profit margins for microbially-produced foods.
Culturing microorganisms
Media requirements
Microorganisms can grow on solid media (typically agar prepared from seaweed polysaccharides) or in liquid media (called broths). Any culture medium must provide six essential components:
- Energy source - Required to drive cellular processes
- Carbon source - Building block for organic molecules
- Nitrogen source - Essential for protein and nucleic acid synthesis
- Mineral salts - Provide ions for various cellular functions
- Growth factors - Vitamins and specific compounds some organisms cannot synthesise
- Water - Solvent and participant in biochemical reactions
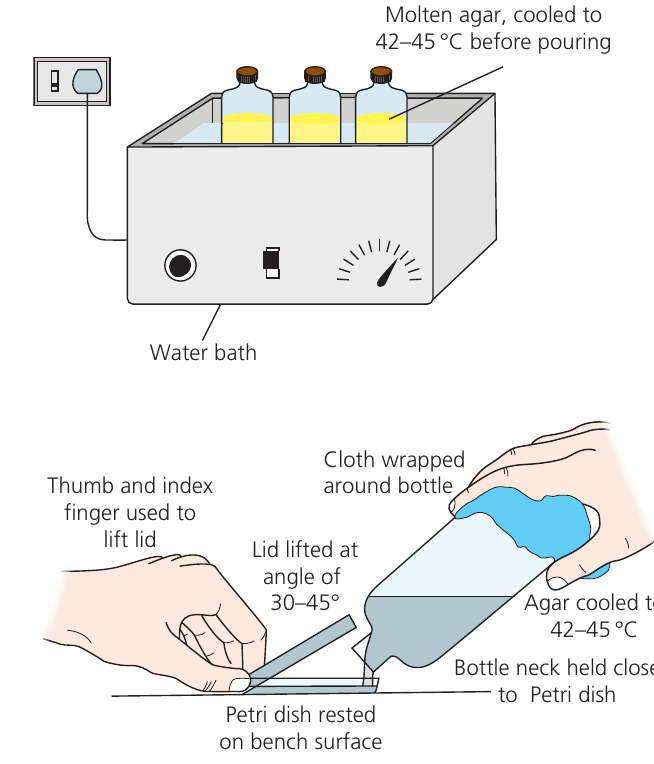
To prepare agar plates, agar powder is dissolved to make a solution then boiled. This is cooled to before pouring into sterile Petri dishes. Nutrients may be added unless pre-prepared nutrient agar is used. The molten agar solidifies upon cooling, creating a surface for microbial growth. Liquid media contain identical components except agar.
Aseptic technique
Aseptic technique prevents contamination of culture media by unwanted microorganisms and stops release of cultured organisms into the environment. This proves essential for obtaining pure cultures and maintaining laboratory safety.
Key Aseptic Technique Procedures:
- Surface sterilisation - Clean all work surfaces with disinfectant before beginning
- Personal protection - Wear gloves and appropriate clean protective clothing
- Equipment sterilisation - Autoclave all glassware and collecting loops at and for minutes
- Medium sterilisation - Sterilise culture medium before inoculation and pour under sterile conditions
- Flame sterilisation - Flame collecting loops in a Bunsen burner before and after use, allowing cooling between
- Waste disposal - Place disposable items (syringes, pipette tips) in designated containers
- Decontamination - Autoclave all used non-disposable apparatus before cleaning
- Final disposal - Wrap used plastic Petri dishes in plastic bags and autoclave before disposal with non-harmful solid waste
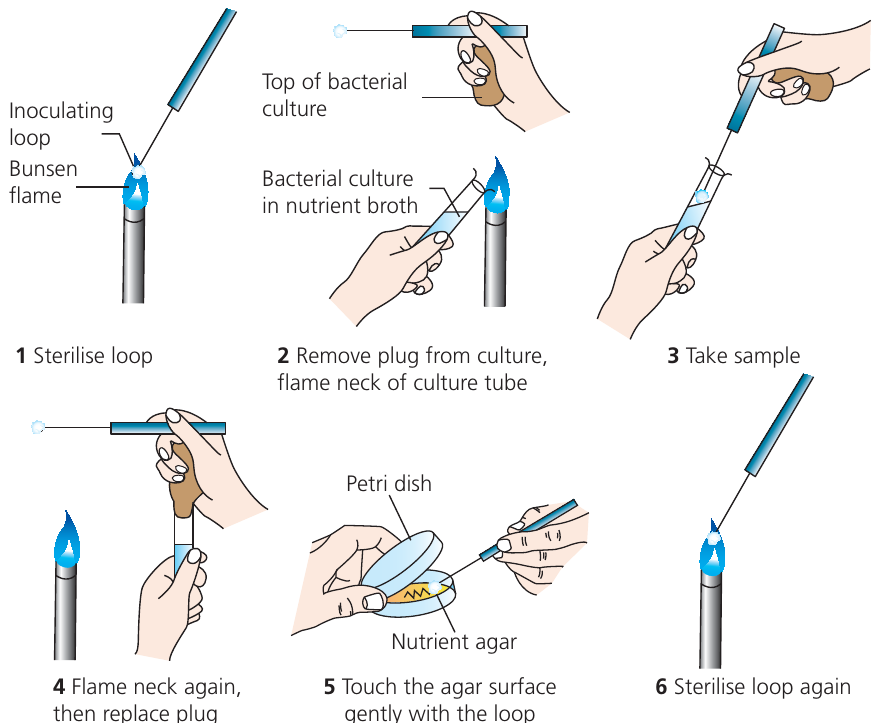
The Bunsen burner creates an updraft of air that carries airborne contaminants away from open culture vessels. When transferring microorganisms, flame the necks of culture tubes before and after removing samples. Hold Petri dish lids at an angle rather than fully removing them to minimise airborne contamination whilst accessing the agar surface.
Measuring microbial growth
Three principal methods quantify microbial population growth, each with distinct advantages and limitations:
Direct counting
Samples removed at intervals are examined in counting chambers under microscopy. If cell density exceeds countable levels, samples require dilution with sterile water. Automated cell counters can process samples more rapidly. The major disadvantage is that this method counts total cells including both living and dead organisms, potentially overestimating viable population size.
Viable counting
This technique involves diluting samples then spreading known volumes onto agar plates. Each living bacterium or yeast cell grows into a visible colony following incubation. Colonies are counted visually or using automated colony counters. This method exclusively counts viable cells that were alive when sampled, providing accurate estimates of living population size. However, it requires more time and materials than direct counting.
Turbidimetry
Samples are placed in a colorimeter that measures light transmission through the culture. Higher cell densities produce greater turbidity, reducing light transmission. This rapid method enables frequent sampling but includes both living and dead cells. Results require calibration by comparing turbidity readings against total counts or viable counts to establish the relationship between absorbance and cell density.
Serial dilution
When microbial populations reach high densities, direct counting or plating becomes impossible without dilution. Serial dilution provides a systematic method for reducing cell concentration to countable levels.
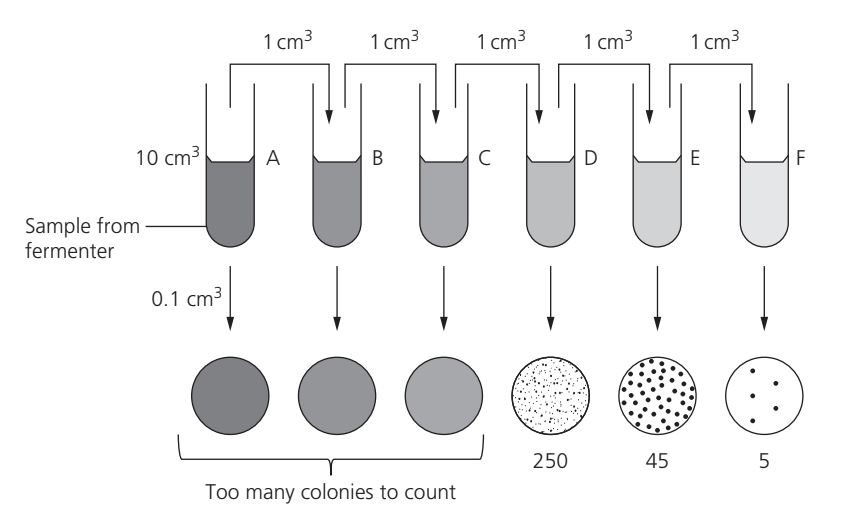
The technique involves sequential -fold dilutions. A sample from the fermenter is added to sterile water (dilution factor ), mixed thoroughly, then of this dilution is added to another sterile water (dilution factor ). This process continues until cells reach countable density. Small volumes () from each dilution tube are mixed with molten agar and poured into Petri dishes.
Worked Example: Serial Dilution Calculation
Following incubation, colonies are counted on plates containing 30-300 colonies (outside this range, statistical accuracy decreases).
Given: colonies grow from of a dilution
Calculation:
The original population density is calculated by multiplying the colony count by the dilution factor and accounting for the volume plated (multiply by because only was plated).
Fermentation processes
Batch fermentation
Most industrial fermentations operate as batch processes. The fermenter is filled with complete medium and inoculated with the desired microorganism. The culture grows under controlled conditions until fermentation completes, then the vessel is emptied, thoroughly sterilised and refilled for the next batch. Yoghurt production, penicillin synthesis and bread dough rising all exemplify batch processes. This approach suits products made as secondary metabolites or when the entire culture becomes the product.
Continuous fermentation
Continuous fermentation establishes a steady-state system where nutrients continuously enter whilst products and spent medium simultaneously exit. This maintains microorganisms in exponential growth phase, maximising production rates for primary metabolites. Mycoprotein production utilises continuous fermentation, with glucose and ammonia constantly supplied whilst fungal biomass continuously flows to downstream processing.
Controlled conditions
Critical Environmental Controls
Both fermentation types require precise environmental control to maximise yields. The following conditions must be carefully monitored and maintained:
| Condition | Optimal range | Reasons for control |
|---|---|---|
| pH | Within of optimum | Microorganisms and enzymes are sensitive to pH changes; extreme pH denatures proteins and disrupts membrane function |
| Temperature | Within of optimum | Microorganisms function best at specific temperatures; excessive heat denatures enzymes whilst low temperatures slow metabolism |
| Carbon source | Appropriate substrate (glucose, sucrose, starch for heterotrophs; CO₂ for autotrophs) | The carbon source must match the hydrolytic enzymes the microorganism produces |
| Nitrogen source | Ammonia, amino acids, peptides | Some microorganisms synthesise all amino acids from ammonia; others require pre-formed amino acids |
| Minor nutrients | Ions, vitamins, growth factors | Required as enzyme cofactors (e.g. zinc) and coenzyme precursors (e.g. NAD synthesis requires niacin) |
| Turbidity | Below maximum threshold | Excessive turbidity reduces surface area exposed to medium, limiting nutrient uptake rates |
Temperature control typically employs water jackets surrounding the fermenter vessel, circulating temperature-controlled water. pH monitoring enables automatic addition of acid or alkali to maintain optimal conditions. Stirring mechanisms ensure uniform distribution of nutrients, temperature and cells throughout the culture volume.
Growth phases in batch culture
When microorganisms grow in closed batch culture, their population follows a characteristic pattern through four distinct phases:
The Four Growth Phases:
-
Lag phase - The initial period following inoculation where cell numbers increase slowly or remain constant. Microorganisms are adapting to their environment, synthesising necessary enzymes, building energy reserves through ATP synthesis, and conducting protein synthesis and DNA replication in preparation for division.
-
Log (exponential) phase - Once cells begin dividing at their maximum rate for the prevailing conditions. With abundant nutrients and no limiting factors, the division rate exceeds the death rate, causing exponential population increase. This phase continues until nutrients become limiting or waste products accumulate.
-
Stationary phase - When cell numbers plateau. The division rate has decreased whilst the death rate has increased, resulting in zero net population change. Limiting factors now constrain growth: nutrient depletion (particularly the carbon/energy source), waste product accumulation, and pH changes create increasingly unfavourable conditions.
-
Decline phase - Cell numbers decrease as the death rate exceeds the division rate. Nutrient exhaustion and toxic waste accumulation cause widespread cell death. Secondary metabolite production often occurs during stationary phase as microorganisms respond to stressful conditions.
Remember!
Key Points to Remember:
-
Biotechnology harnesses living organisms (bacteria, yeasts, fungi) to produce useful products or services through their natural or modified metabolic capabilities
-
Primary metabolites are produced during active growth (e.g. ethanol from yeast fermentation), whilst secondary metabolites are synthesised after growth slows (e.g. penicillin from fungi)
-
Aseptic technique is essential to prevent contamination - sterilise equipment and surfaces, flame culture vessels, and work near a Bunsen burner to create an updraft
-
Batch fermentation involves growing microorganisms in a closed vessel from start to finish, whilst continuous fermentation maintains steady-state production by continuously adding nutrients and removing products
-
Serial dilution (-fold dilutions) enables viable counting of high-density cultures by reducing cell numbers to countable levels ( colonies per plate gives reliable results)
-
Culture media must provide six essential components: Energy, Carbon, Nitrogen, Minerals, Growth factors, and Water
-
Three methods measure microbial growth: direct counting (total cells), viable counting (living cells only), and turbidimetry (rapid but includes dead cells)