Compression Moulding (Leaving Cert Engineering): Revision Notes
Compression Moulding
Introduction to plastic manufacturing processes
Plastics can be manufactured into countless shapes and forms using various processing methods. Engineers select different techniques based on the type of plastic material and the desired end product. Compression moulding is one of seven main manufacturing processes used in the plastics industry.
Understanding different plastic manufacturing processes is essential for engineers to select the most appropriate method for their specific application requirements.
Compression moulding
Definition
Compression moulding is a manufacturing technique commonly employed for producing rubber components and forming parts of car tyres. This method works particularly well with thermosetting plastics (thermosets) due to their chemical properties during the curing process.
Compression moulding is specifically designed for thermosetting plastics because these materials undergo permanent chemical changes when heated, making them ideal for this high-pressure, high-temperature process.
The compression moulding process
The compression moulding process follows a straightforward sequence that transforms raw polymer material into finished products.
Worked Example: Complete Compression Moulding Process
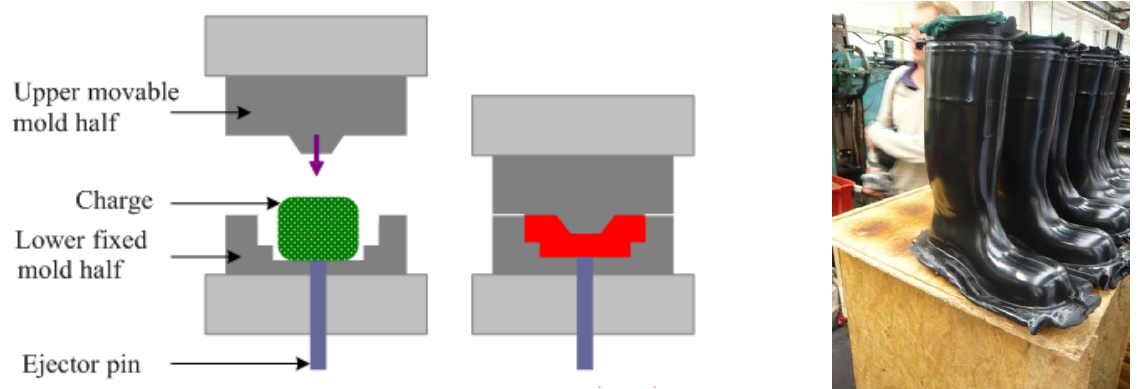
Step 1: Preparation A specific amount of polymer material, known as the charge, is prepared and placed into an open, heated mould. The charge typically consists of polymer billet that has been measured precisely for the intended product.
Step 2: Mould closing The mould consists of two main components: an upper movable mould half and a lower fixed mould half. Hydraulic systems are commonly used to force the mould halves together with considerable pressure. As the mould closes, the polymer material flows and fills the mould cavity completely.
Step 3: Curing Once the mould is fully closed, the polymer material undergoes curing whilst under pressure and heat. During this stage, thermosetting materials undergo chemical changes that permanently set their shape. The mould remains sealed throughout this curing period.
Step 4: Product removal After curing is complete, the mould opens to reveal the finished product. Ejector pins built into the mould system help push the completed part out of the mould. In some cases, manual removal may be necessary depending on the product design.
Applications and advantages
Compression moulding excels in manufacturing rubber products such as wellington boots, automotive components, and industrial seals. The process offers several benefits including excellent material distribution, good surface finish, and the ability to produce complex shapes with consistent quality.
The technique is particularly valuable in the automotive industry where it contributes to tyre manufacturing processes, producing components that require high durability and precise dimensions.
The automotive industry relies heavily on compression moulding because it can produce parts that meet strict safety and performance standards while maintaining cost-effectiveness in mass production.
Key characteristics
- Material suitability: Works best with thermosetting plastics and rubber compounds
- Process control: Hydraulic systems provide precise pressure control
- Product quality: Produces parts with excellent surface finish and dimensional accuracy
- Versatility: Can manufacture both simple and complex geometries
Key Points to Remember:
- Compression moulding works best with thermosetting plastics and rubber materials
- The process follows four main steps: place charge → close mould with hydraulics → allow curing → eject finished product
- Car tyres and wellington boots are common products made using this technique
- Ejector pins help remove finished products from the mould cavity
- The method produces high-quality parts with excellent surface finish and dimensional accuracy