Commercial processes (AQA GCSE Design and Technology): Revision Notes
Commercial processes for polymers
Introduction to commercial polymer processing
Commercial processes take advantage of the unique properties of thermoplastics - these polymers can be softened when heated and then reshaped into different forms. This flexibility makes them ideal for large-scale manufacturing where consistent, accurate results are needed. The main commercial processes include injection moulding and extrusion, which are used to create everything from plastic bottles to window frames.
The key property that makes thermoplastics suitable for commercial processing is their ability to be repeatedly heated, softened, and reshaped without losing their structural integrity. This allows for efficient mass production and recycling.
Popular polymers used in these processes include polystyrene, nylon, polypropylene, and polyethylene, each chosen based on the specific properties needed for the final product.
Injection moulding
Injection moulding transforms polymer granules into precisely shaped objects through a controlled heating and moulding process. This method is particularly valuable for mass production because it delivers repeatable accuracy across thousands of identical items.
The three stages of injection moulding
The injection moulding process follows three distinct stages that work together to create the final product:
Stage 1: Plastification
During this initial stage, polymer granules are fed into the machine through a hopper. The granules travel along a heated barrel where an Archimedes screw moves them forwards. As they move past the heaters, the granules gradually melt into a workable liquid form. This stage is crucial because it ensures the polymer reaches the right temperature and consistency for moulding.

Stage 2: Injection and cooling
Once the polymer has been properly heated, the Archimedes screw acts like a plunger, pushing the molten polymer forwards into the die cavity under significant pressure. The pressure is maintained throughout this stage to ensure the polymer completely fills every part of the mould, capturing all the details of the desired shape.
Stage 3: Cooling and ejection
After the die has been filled, water channels around the mould help cool the polymer quickly. As the material cools and hardens, it takes on the exact shape of the mould cavity. Once cooling is complete, the mould opens and ejector pins push the finished product out, ready for the next cycle to begin.
The success of injection moulding depends on precise control of temperature, pressure, and timing throughout all three stages. Any variation can result in defective products or incomplete filling of the mould.
Extrusion
Extrusion works differently from injection moulding by creating continuous lengths of shaped polymer rather than individual moulded items. In this process, molten polymer is forced through a specially designed die that gives it a particular cross-sectional shape.
 The basic extrusion process involves heating polymer granules in a similar way to injection moulding, but instead of injecting the material into a closed mould, the molten polymer is pushed through an opening (the die) that determines the final shape. As the shaped polymer emerges from the die, it's immediately cooled, often using water cooling systems, which helps it maintain its new form.
The basic extrusion process involves heating polymer granules in a similar way to injection moulding, but instead of injecting the material into a closed mould, the molten polymer is pushed through an opening (the die) that determines the final shape. As the shaped polymer emerges from the die, it's immediately cooled, often using water cooling systems, which helps it maintain its new form.
Creating hollow sections with mandrels
One of the clever features of extrusion is its ability to create hollow products like pipes and tubes. This is achieved using a mandrel - essentially a solid core that sits inside the die. When the molten polymer flows around this mandrel, it creates a hollow space in the centre of the extruded product.
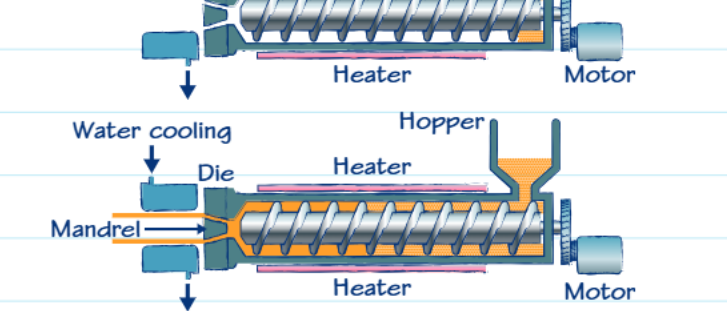
A mandrel is a core that the polymer is formed around to make a tube. The mandrel ensures that the polymer forms around it consistently, creating uniform wall thickness throughout the length of the tube or pipe.
This technique is widely used in manufacturing applications where hollow sections are needed, such as plumbing pipes, electrical conduits, and structural tubing.
Applications and examples
Extrusion is responsible for creating many of the polymer products we see every day. Different cross-sectional shapes can be achieved by changing the die design, allowing manufacturers to produce everything from simple rods and sheets to complex profiles used in construction and automotive applications.
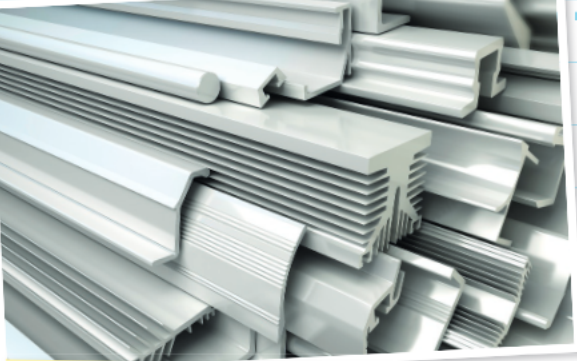 The continuous nature of extrusion makes it particularly efficient for producing long lengths of material that can later be cut to size as needed.
The continuous nature of extrusion makes it particularly efficient for producing long lengths of material that can later be cut to size as needed.
Key Points to Remember:
-
Thermoplastic properties - These polymers can be repeatedly softened with heat and reshaped, making them perfect for commercial manufacturing processes.
-
Injection moulding stages - Remember PIC: Plastification (heating granules), Injection/cooling (filling the mould under pressure), and Cooling/ejection (solidifying and removing the product).
-
Extrusion creates continuous shapes - Unlike injection moulding which makes individual items, extrusion produces long lengths of shaped polymer by forcing material through a die.
-
Mandrels enable hollow sections - By placing a solid core inside the extrusion die, manufacturers can create tubes and pipes with consistent wall thickness.
-
Both processes use similar equipment - Hoppers feed granules, heaters melt the material, and motors drive screws that move and pressure the polymer through the system.