Modern materials (AQA GCSE Design and Technology): Revision Notes
Modern materials
What are modern materials?
Modern materials represent a significant advancement in material science and engineering. These are materials that have been developed through innovative new processes or can be modified to perform specific functions that traditional materials cannot achieve. Examples include advanced materials like graphene, metal foams, and titanium, as well as materials that can be altered for particular purposes such as liquid crystal displays, nanomaterials, and specially coated metals.
The key difference between modern materials and traditional materials is their ability to be engineered for specific functions. Traditional materials like wood, stone, and basic metals have fixed properties, while modern materials can be designed and modified to meet exact requirements.
The development of modern materials has revolutionised many industries, from electronics and aerospace to healthcare and construction. These materials often possess superior properties compared to conventional materials, making them essential for cutting-edge technologies and applications.
Graphene
Graphene stands out as one of the most remarkable modern materials discovered. This carbon-based material holds the distinction of being the lightest known compound while simultaneously being incredibly strong - approximately 200 times stronger than steel despite being only one atom thick.
Graphene's combination of being extremely thin (just one atom thick), incredibly strong (200x stronger than steel), and highly conductive makes it a revolutionary material that could transform multiple industries.
The unique properties of graphene extend beyond its strength. It demonstrates excellent electrical and thermal conductivity, making it valuable for electronic applications. Its combination of strength, lightness, and conductivity opens up possibilities for revolutionary applications in various fields.
Common applications for graphene include manufacturing aircraft components where weight reduction is critical, creating artificial joints that require both strength and biocompatibility, and developing advanced sports equipment that benefits from its exceptional strength-to-weight ratio. The material's potential to improve product performance makes it particularly valuable in high-performance applications.
Liquid crystal displays (LCDs)
Liquid crystal displays represent a sophisticated application of modern materials in display technology. The technology works by using liquid crystals that respond to electrical signals from electrodes, either blocking or allowing light to pass through to create images on a screen.
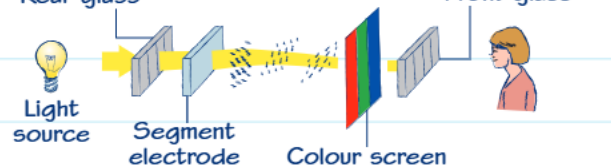
How LCDs Work: When an electric current is applied to liquid crystals, they change their orientation. This change controls whether light can pass through or is blocked, creating the pixels we see on screens. By controlling thousands of these tiny liquid crystal cells, complex images can be displayed.
The operation of LCDs involves several key characteristics that make them effective display solutions. They are compact and consume relatively low amounts of energy, produce sharp and bright images, though they do have limitations such as restricted viewing angles when compared to some other display technologies.
LCDs have found widespread use in television screens, digital watches, computer monitors, and countless other electronic devices. The technology's ability to create full-color displays by controlling the three primary colours makes it versatile for various visual applications.
Metal foams
Metal foams represent an innovative approach to creating lightweight yet strong materials. These materials consist of a base metal structure filled with gas-filled pores, creating a cellular structure that significantly reduces weight while maintaining useful properties.
Think of metal foam like a chocolate Aero bar - it has the same material throughout, but the air bubbles make it much lighter while still maintaining its structure. Metal foams work on the same principle but with metals.
The key advantages of metal foams include their high porosity combined with maintained strength, excellent thermal conductivity properties, and their lightweight nature with good energy absorption capabilities. These characteristics make them particularly suitable for specialised applications.
The automotive industry has embraced metal foams for impact-absorbing features in vehicles, where their ability to absorb energy during collisions while remaining lightweight is highly valued. This combination of properties makes them ideal for safety applications where both weight and performance matter.
Titanium
Titanium has earned its reputation as a premium modern material due to its exceptional combination of properties. As a lightweight metal with low density, it offers significant advantages over heavier alternatives while maintaining superior performance characteristics.
Titanium's strength-to-weight ratio is so exceptional that it's often called the "wonder metal" in aerospace applications. Despite being much lighter than steel, it can match or exceed steel's strength in many applications.
The material's standout features include excellent corrosion resistance, making it suitable for harsh environments, an outstanding strength-to-weight ratio that rivals much heavier materials, and remarkable stiffness and toughness that ensure durability in demanding applications.
These properties make titanium particularly valuable in aircraft manufacturing, where every gramme of weight matters, and in medical applications such as artificial joints, where biocompatibility and strength are essential. The aerospace industry relies heavily on titanium components for critical applications.
Nanomaterials
Nanomaterials operate at an incredibly small scale, with thicknesses ranging from less than 1 to 100 nanometers. To put this in perspective, one nanometer represents one-billionth of a metre, making these materials extremely thin yet highly effective.
Understanding the Nanoscale: To understand how small a nanometer is: if a marble were scaled up to the size of Earth, then a nanometer would be about the size of a marble. This incredibly small scale allows nanomaterials to interact with matter at the molecular level.
These materials are typically applied as thin films or surface coatings rather than bulk materials. Their small scale allows them to significantly improve the properties of base materials, including increased strength, enhanced conductivity, improved hardness, better waterproofing capabilities, and superior fire retardance.
Applications for nanomaterials include self-cleaning glass surfaces that repel dirt and water, advanced insulation materials with superior thermal properties, and various surface treatments that enhance the performance of conventional materials. The technology continues to expand into new applications as research progresses.
Coated metals
Coating metals with other materials provides an effective way to enhance their properties, improve performance, or add aesthetic appeal. This approach allows engineers to combine the structural benefits of metals with the specialised properties of coating materials.
Worked Example: Zinc Coating (Galvanising)
Process: Steel is dipped in molten zinc or zinc is applied electrochemically Result: A protective zinc layer forms on the steel surface Function: Zinc acts as a sacrificial barrier - it corrodes instead of the steel Application: Outdoor fencing, guardrails, and structural steel
Worked Example: Teflon Coating
Process: PTFE (polytetrafluoroethylene) is applied as a thin coating Result: Creates a non-stick, chemically inert surface Function: Prevents food and other materials from sticking Application: Non-stick cookware, industrial equipment, medical devices
Two prominent examples demonstrate the versatility of metal coating. Zinc coating, commonly known as galvanising, protects steel from rusting by providing a barrier against moisture and oxygen. This process significantly extends the lifespan of steel products, particularly those exposed to outdoor conditions.
Teflon coating, scientifically known as PTFE (polytetrafluoroethylene), provides non-stick properties to metal surfaces. This coating is widely used in kitchen cookware, where its non-stick properties make cooking and cleaning more convenient while reducing the need for cooking oils.
Applications and worked examples
Understanding how modern materials solve real-world problems helps demonstrate their importance.
Worked Example: Galvanised Steel Fencing
Problem: Steel fencing rusts when exposed to weather Solution: Apply zinc coating (galvanising) How it works:
- Zinc coating prevents moisture and oxygen from reaching steel
- Even if coating is scratched, zinc corrodes preferentially to steel
- Extends fence life from 5-10 years to 25-50 years
Worked Example: Titanium in Helicopter Engines
Why titanium is ideal for helicopter engine components:
Lightweight nature: Reduces overall aircraft weight, improving fuel efficiency and payload capacity High strength: Withstands the extreme stresses of high-speed rotation and temperature variations Corrosion resistance: Maintains performance in harsh operating environments and weather conditions
Result: Engine components last longer, perform better, and contribute to overall aircraft efficiency
The selection of modern materials always involves matching specific material properties to the particular needs of the application, considering factors such as performance requirements, environmental conditions, cost considerations, and manufacturing constraints.
Key Points to Remember:
- Modern materials are developed through new processes or modified to perform specific functions that traditional materials cannot achieve effectively
- Graphene combines exceptional strength (200 times stronger than steel) with remarkable lightness and excellent conductivity properties
- Liquid crystal displays work by using electrical signals to control light passage through liquid crystals, creating sharp and bright images for various electronic devices
- Metal foams provide lightweight solutions with high strength and excellent energy absorption, making them valuable for automotive safety applications
- Nanomaterials enhance the properties of base materials through ultra-thin coatings that improve strength, conductivity, and other characteristics at the molecular level
- Coated metals like galvanised steel and Teflon-coated surfaces demonstrate how surface treatments can dramatically improve material performance